 真空回流焊爐/真空焊接爐——太陽能電池組焊接
真空回流焊爐/真空焊接爐——太陽能電池組焊接
綠色能源近幾年大力發展,2024年2月29日,國家統計局發布《中華人民共和國2023年國民經濟和社會發展統計公報》,全年清潔能源發電量31906億千瓦時,比上年增長7.8%。清潔能源消費量占能源消費總量比重為26.4%,上升0.4個百分點。綠色能源包含了水能、風能、太陽能、生物能(沼氣)、地熱能(包括地源和水源)等等。其中太陽能交流發電系統是由太陽電池組件、充電控制器、逆變器、蓄電池共同組成。在太陽能電池組件生產制造的過程中,太陽能電池組要想實現發電的功能,就必須要將單片電池連接起來形成電池組,使其成為一個整體,而最常見的連接方式就是焊接。
 圖1.太陽能電池組
圖1.太陽能電池組焊接工藝分為單焊(單片焊接)和串焊(串聯焊接)。單焊是指在電池片的正面主柵線上焊接兩條焊帶;串焊是指將單片焊接好的電池片按照工藝要求的數量一片片串聯焊接在一起。太陽能組件的設計使用壽命在25年左右,且通常安裝在戶外,有些還要考慮環境惡劣的問題,每天要承受數十攝氏度的溫差;焊帶基材為純銅,而電池片則為硅,銅的膨脹系數為硅的6倍,面對如此大的溫度變化,勢必會引起焊帶和電池片受力,因此電池片的正面單焊和背面串焊質量至關重要。目前國內大多數廠家主要使用手工焊接方法,然而手工焊接有一定的局限性,導致焊接不良的因素眾多,如果在焊接過程中控制不當就會造成熱斑、碎片等現象,嚴重的話還會影響組件的壽命甚至燒毀組件。
不良因素主要有以下幾種:(1)虛焊:虛焊產生的原因是錫鉛與電池片電極銀層合金形成程度差,而影響合金形成的因素有溫度及錫鉛銀表面金屬活性度。手工焊接出現虛焊異常的原因可能是焊接時間過快;焊接工藝波動;烙鐵溫度和焊接時間不符合要求;電池片批次不集中,主要在于電池片銀漿是否氧化、發黃;互聯條浸泡不符合要求,如互聯條上助焊劑揮發、互聯條氧化。(2)裂片:電池片裂片如圖2所示,產生的原因有外力沖擊;電池片隱裂或溫差收縮產生應力。手工焊接出現裂片異常的原因可能是電池片的批次(硅片廠家、線別、生產日期)不集中;互聯條扭曲;虛焊等焊接困難造成裂片;焊接溫度、焊接手法不正常;起焊點和收尾點靠前。
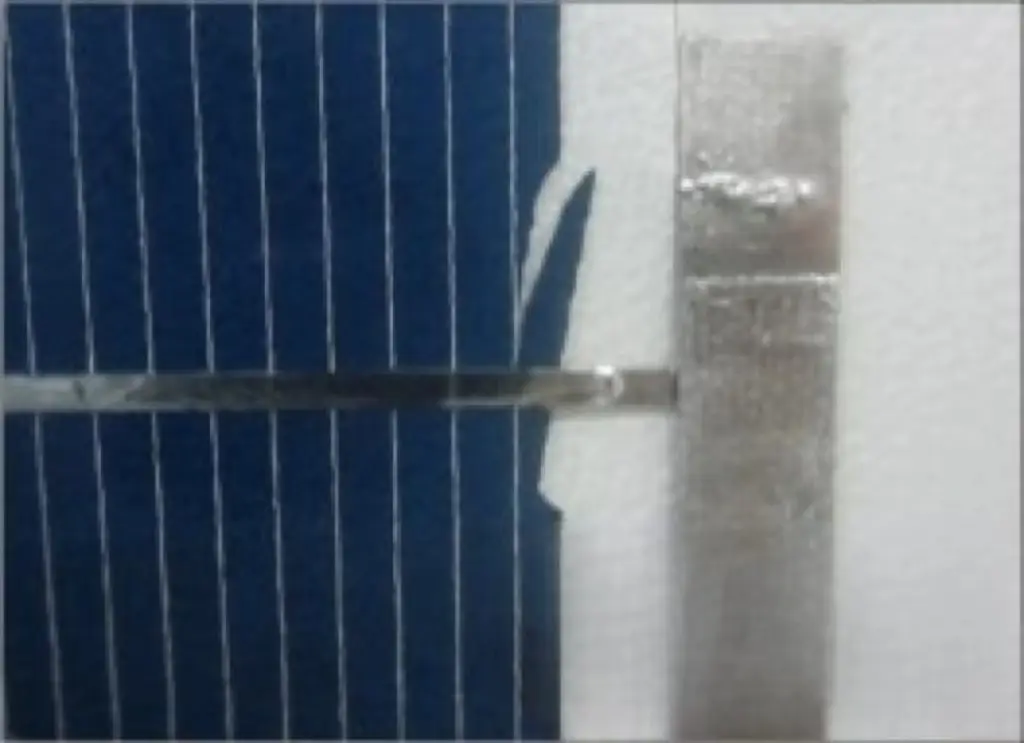 圖2.太陽能電池片裂片
圖2.太陽能電池片裂片(3)錫絲錫渣:錫絲錫渣如圖3所示,產生的原因是錫鉛與電池片電極銀層合金形成程度差,影響合金形成的因素有溫度及錫鉛銀表面金屬活性度。手工焊接出現錫絲錫渣異常的原因可能是員工焊接手法有問題,重點關注速度、收尾、拉烙鐵的直線性等幾要素;烙鐵溫度不正常;電池片電極氧化;桌面清潔度不夠;烙鐵清潔海綿水含量低。
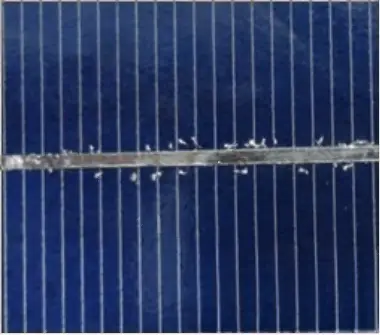 圖3.太陽能電池片錫絲錫渣
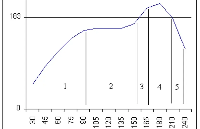
圖3.太陽能電池片錫絲錫渣而在回流焊爐焊接中,單焊和串焊是通過焊接爐同時完成的,消除了電池片受熱變形兩次所帶來的應力不同而導致彎曲變形的隱患。同時,電池片的焊接過程中,還需要保證焊接溫度、加熱速度、冷卻速度等因素。焊接溫度:需高于焊料熔點的25-60℃,保證焊料填滿空隙;加熱速度:根據電池片的厚薄程度,焊帶的材料、形狀、大小等因素決定。焊件越薄、尺寸越小,焊接加熱速度越快;冷卻速度:根據電池片和焊帶的材料、形狀、大小等因素決定。冷卻速率快有助于焊縫組織細化,提高其力學性能,但對于較脆的電池片,過快的冷卻會產生冷裂紋。這些因素都可以通過我司焊接爐優秀的加熱平臺和冷卻系統控制:優化的加熱平臺通過陣列、接觸式加熱方式,加熱面溫差小,溫控精度≤±1℃,無局部溫升突變,變形量小;結合正負壓焊接工藝,有效抵消平臺及工裝形變的影響,使焊接質量更完美;自適應、模塊式、升降式冷卻系統,震動小、面溫差小、熱沖擊小、冷卻速率可控、制冷機功耗損耗低。
總結:采用回流焊爐焊接,降低了焊接過程中出現虛焊、裂片和錫絲錫渣等不良現象的幾率,提高了太陽能組件的成品質量和產量,焊接好的電池片再經過串并聯、組框封裝等工藝,便成為用于光伏電站建設的電池組件單元。
關于太陽能電池組焊接的介紹就到這里,若有不當之處歡迎各位朋友予以指正和指教;若與其他原創內容有雷同之處,請與我們聯系,我們將及時處理;若您對搭載了優秀的加熱平臺和冷卻系統控制的真空回流焊/真空共晶爐感興趣,還可以和我們聯系共同討論,或前往我司官網了解。
-
太陽能電池
+關注
關注
22文章
1179瀏覽量
69366 -
太陽能
+關注
關注
37文章
3410瀏覽量
114238 -
焊接
+關注
關注
38文章
3135瀏覽量
59759 -
太陽能光伏
+關注
關注
3文章
237瀏覽量
47060
發布評論請先 登錄
相關推薦
真空回流焊爐/真空焊接爐——正壓純氫還原+燃燒裝置
還原性氣氛助力真空共晶爐:打造高品質焊接的秘訣

真空共晶焊爐升降溫斜率:科技制造的新篇章

真空回流焊爐/真空焊接爐——晶圓焊接


真空焊接爐的焊料選擇之銦銀共晶焊料
真空回流焊爐/真空焊接爐——焊接缺陷與解決方案(有鉛錫膏)
SP-WROOM-02模組可以通過回流焊爐送兩次嗎?
真空回流焊爐/真空焊接爐——淺談無助焊劑焊接

如何解決真空回流焊爐、氮氣真空爐焊接過程中的錫珠問題

你所不知道的真空回流焊十大優點,最后一個太意外!

探秘真空回流焊設備的安裝奧秘與廠務秘籍






 工商網監
工商網監
評論