 激光噴嘴氣流控制的利器~溫度復合絕壓傳感器
激光噴嘴氣流控制的利器~溫度復合絕壓傳感器
激光切割是將從激光器發射出的激光,經光路系統,聚焦成高功率密度的激光束。激光束照射到工件表面,使工件達到熔點或沸點,同時與光束同軸的高壓氣體將熔化或氣化金屬吹走。
在激光切割鋼材的精密過程中,氧氣與高度聚焦的激光束經精心設計的噴嘴精準導向至待切割材料表面,共同形成一股高效能的氣流束。此氣流的關鍵特性在于其需具備大流量與高速度,旨在促進切口區域內的充分氧化反應,以釋放足夠的熱量并加速材料的切割過程;同時,這股強力氣流還需承載足夠的動量,以有效吹離并排除熔融態的金屬殘渣,確保切割面的清晰與精確。因此,激光切割的質量不僅直接受制于激光束本身的品質及其精準控制,還深刻依賴于噴嘴結構的精妙設計以及與之配套的氣流調控技術。這包括但不限于對噴嘴內部壓力的精確調節、優化工件在氣流場中的相對位置,以及確保氣流分布的均勻性與穩定性,這些均是決定切割效率、精度及表面質量的關鍵因素。通過不斷的技術革新與優化設計,噴嘴設計與氣流控制技術正推動著激光切割工藝向更高效、更精細的方向發展。激光切割用的噴嘴采用簡單的結構,即一錐形孔帶端部小圓孔(如圖)。
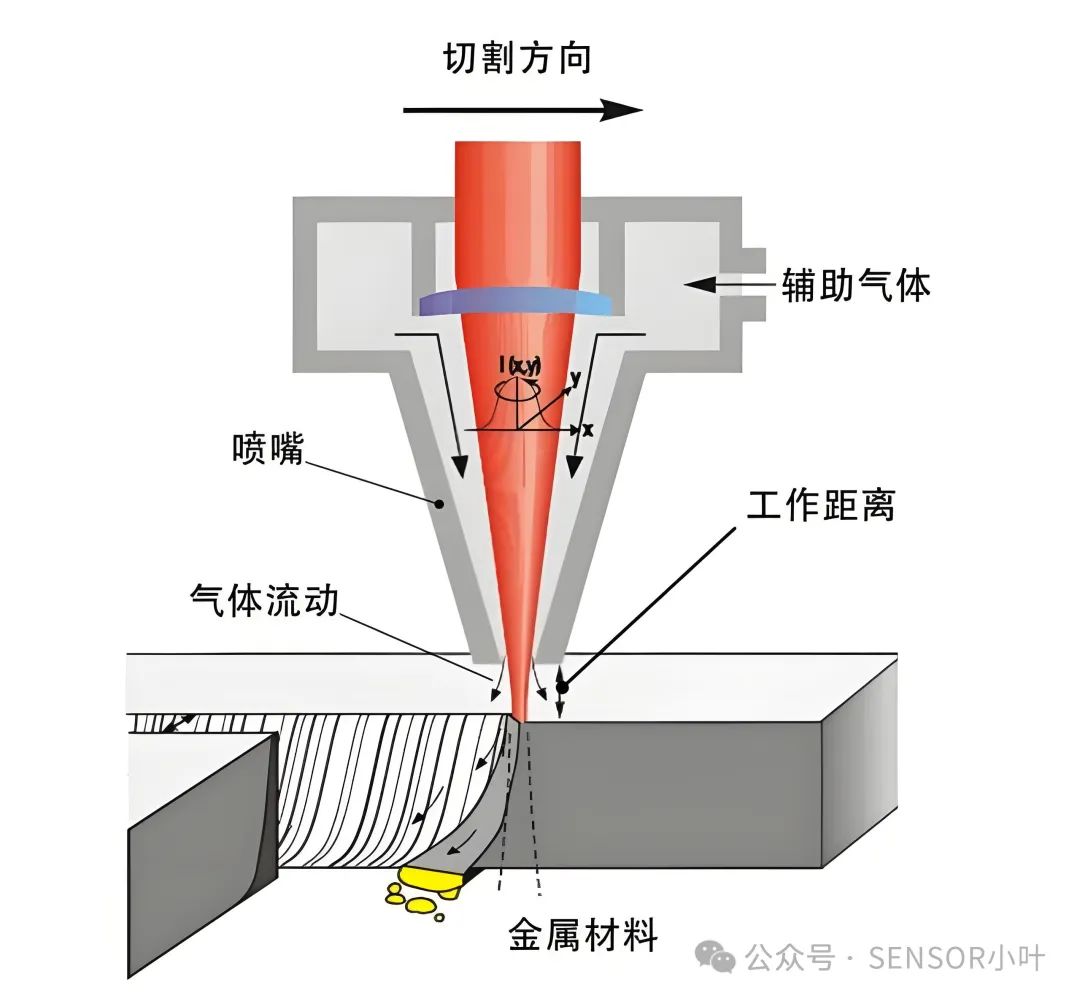
在使用時從噴嘴側面通入一定壓力Pn(表壓為Pg)的氣體,稱噴嘴壓力,從噴嘴出口噴出,經一定距離到達工件表面,其壓力稱切割壓力Pc,最后氣體膨脹到大氣壓力Pa。研究工作表明隨著Pn的增加,氣流流速增加,Pc也不斷增加。可用下列公式計算:
V=8.2d2(Pg+1)
V-氣體流速 L/min
d-噴嘴直徑 mm
Pg-噴嘴壓力(表壓)bar
對于不同的氣體有不同的壓力閾值,當噴嘴壓力超過此值時,氣流為正常斜激波,氣流速從亞音速向超音速過渡。此閾值與Pn、Pa比值及氣體分子的自由度(n)兩因素有關:如氧氣、空氣的n=5,因此其閾值Pn=1bar×(1.2)3.5=1.89bar。當噴嘴壓力更高Pn/Pa=(1+1/n)1+n/2時(Pn;4bar),氣流正常斜激波封變為正激波,切割壓力Pc下降,氣流速度減低,并在工件表面形成渦流,削弱了氣流去除熔融材料的作用,影響切割速度。因此采用錐孔帶端部小圓孔的噴嘴,其氧氣的噴嘴壓力常在3bar以下。
激光切割的輔助氣體通常有氧氣、空氣和氮氣這三種,切割不同材料要用不同的輔助氣體。根據切割材料厚度的不同,其輔助氣體的壓力和流量也是不一樣的,輔助氣體的氣壓對激光切割效果有直接影響。輔助氣體在激光切割機運行時可以將熔渣及時吹走,冷卻工件和清潔透鏡。
-
傳感器
+關注
關注
2552文章
51237瀏覽量
754750 -
激光
+關注
關注
19文章
3224瀏覽量
64600 -
氣流控制
+關注
關注
0文章
3瀏覽量
6570
發布評論請先 登錄
相關推薦
IFM激光傳感器,IFM傳感器蘇州總代理
壓電式空氣流量傳感器
空氣流量傳感器
熱線式空氣流量傳感器的三種形式介紹
絕壓水位計的優勢在于它的測量精度要高于表壓液位傳感器
分線板INFENEON KP236N6165絕壓傳感器開源

MEMS絕壓傳感器如何應用于定位系統
US381-000002-035BA絕壓傳感器怎么歸零

如何區分表壓傳感器、差壓傳感器和絕壓傳感器
ACE無線溫度電流復合傳感器






 工商網監
工商網監
評論