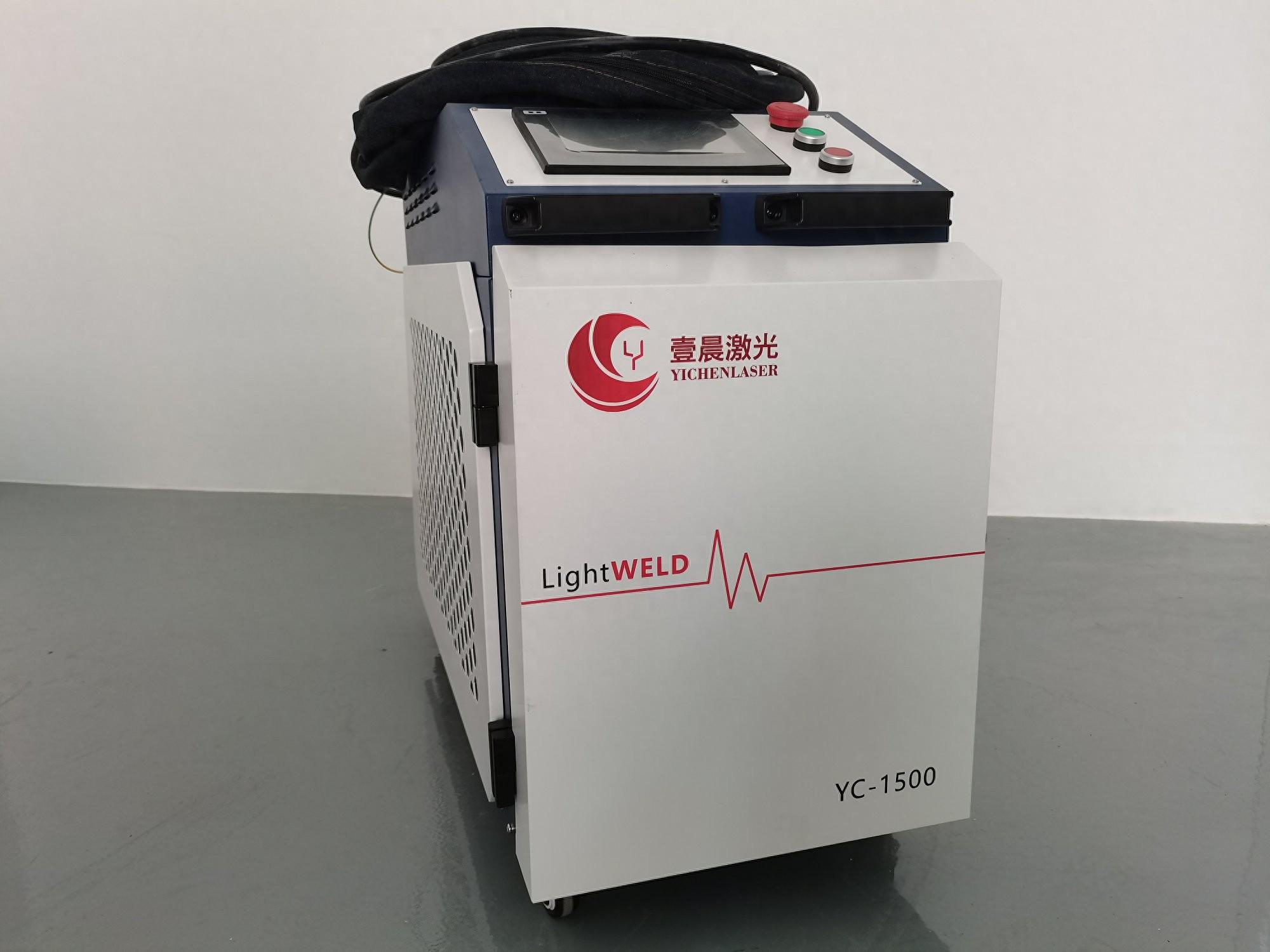
 電池電容光纖激光焊接機
電池電容光纖激光焊接機
激光焊接機在生產中的工藝特點——激光用來封焊金屬是目種的加工工藝,主要基于臺誼激光焊接機有以下特點:
(1)高的深寬比。焊縫深而窄,焊縫光亮美觀;
(2) 小熱輸入。由于功率密度高,熔化過程極快,輸入工件熱量很低,焊接速度快,熱變形小,熱影響區小;
(3)高致密性。焊縫生成過程中,熔池不斷攪拌,氣體易出,導致生成無氣孔熔透焊縫。激光焊接機焊后高的冷卻速度又易使焊縫組織微細化,焊縫強度、韌性和綜合性能高;
(4)強固焊縫。高溫熱源和對非金屬組份的充分吸收產生純化作用,降低了雜質含量,改變夾雜尺寸和其在熔池中的分布,激光焊接機焊接過程中無需電極或填充焊絲,熔化區受污染小,使焊縫強度、韌性至少相當于甚至超過母體金屬;
(5) 控制。因為聚焦光斑很小,焊縫可以定位,光束容易傳輸與控制,不需要經常更換焊炬、噴咀,減少停機輔助時間,生產,光無慣性,還可以在高速下急停和重新啟始。用自控光束移動技術則可焊復雜構件;
(6)非接觸、大氣環境焊接過程。因為能量來自激光,工件無物理接觸,因此沒有力施加于工件。另磁和空氣對激光都無影響;
(7)由于平均熱輸入低,加工精度高,可減少再加工費用,另外,激光焊接運轉費用較低,從而可降低工件成本;
(8)容易實現自動化,對光束強度與精細定位能進行有效控制。
激光焊接機焊接與現有焊接的比較
目前密封焊接采用的有:電阻焊、氬弧焊、電了束焊、等離子焊等。
1、電阻焊:它用來焊接薄金屬件,在兩個電極間夾緊被焊工件通過大的電流熔化電極接觸的表面,即通過工件電阻發熱來實施焊接。工件易變形,電阻焊通過接頭兩邊焊合,而激光焊只從單邊進行,電阻焊所用電極需經常維護以清除氧化物和從工件粘連著的金屬,焊接薄金屬搭接接頭時并不接觸工件,再者,光束還可進入常規焊難以焊及的區域,焊接速度快。
2、氬弧焊:使用非消耗電極與保護氣體,常用來焊接薄工件,但焊接速度較慢,且熱輸入比激光焊大很多,易產生變形。
3、等離子弧焊:與氬弧類似,但其焊炬會產生壓縮電弧,以提高弧溫和能量密度,它比氬弧焊速度快、熔深大,但遜于激光焊。
4、電子束焊:它靠一束加速高能密度電子流撞擊工件,在工件表面很小密積內產生巨大的熱,形成“小孔”效應,從而實施深熔焊接。電子束焊的主要缺點是需要高真空環境以防止電子散射,設備復雜,焊件尺寸和形狀受到真空室的限制,對韓件裝配質量要求嚴格,非真空電子束焊也可實施,但由于電子散射而聚焦不好影響效果。電子束焊還有磁偏移和X射線問題,由于電子帶電,會受磁場偏轉影響,故要求電子束焊工件焊前去磁處理。X射線在高壓下特別強,需對操作人員實施保護。激光焊則不需真空室和對工件焊前進行去磁處理,它可在大氣中進行,也沒有防X射線問題,所以可在生產線內聯機操作,也可焊接磁性材料。
激光焊接機焊接在傳感器生產的應用前景
正信激光焊接機焊接技術是一種高新技術,由于其的特點,特別適合在傳感器密封焊中使用,目前國外許多生產的廠家均利用激光焊接工藝生產,而國內采用此工藝的廠家不多,主要是一些生產 產品的廠家和部分科研機構在采用此種工藝,且采用國外激光焊接機的較多。
目前國內正信激光焊接機在性能上已和國外產品相差不遠,完全可以勝任國內生產傳感器的工藝要求,但是國外同類產品的1/3-1/5。為提高國內傳感器整體水平以及發展民族激光產業,我國的生產廠家應盡快采用國產正信激光焊接機來生產加工,以增加產品競爭力,國際市場。
-
電容
+關注
關注
100文章
6045瀏覽量
150342 -
激光焊接機
+關注
關注
1文章
367瀏覽量
10808 -
新能源電池
+關注
關注
6文章
160瀏覽量
12870 -
電池
+關注
關注
84文章
10576瀏覽量
129693
發布評論請先 登錄
相關推薦
多型號電池蓋帽焊接激光焊接機,電池鎳片激光焊接機


光纖激光焊接機:現代焊接工藝的變革引領者

你真的了解什么事光纖平臺激光焊接機嗎

【選購指南】想買手持激光焊接機?看這篇就夠了!

光纖連續激光焊接機:焊接新時代的科技之光

手持激光焊接機:高效、便捷的焊接新選擇







 工商網監
工商網監
評論