 如何設置錫膏印刷圖形可接受的條件?
如何設置錫膏印刷圖形可接受的條件?
精細間距元器件(如QFN、BGA等)由于其引腳間距小,對焊膏的均勻性、厚度及邊緣清晰度要求極高。任何微小的印刷缺陷都可能導致焊接不良,如橋接、開路或空焊等。因此,在設定可接受條件時,必須充分考慮這些特殊需求。
焊膏印刷圖形可接受條件設定如下
焊膏印刷圖形拒收和可接受條件見表 1-1和表1-2,這是基于焊膏檢測技術的廣泛應用使得焊膏量可測而提出的。由于焊膏量對不同封裝的影響不同,不可能有一個統一的標準,必須根據使用的封裝、焊盤尺寸、模板開口等綜合考慮,這里僅提供一種思路供參考。
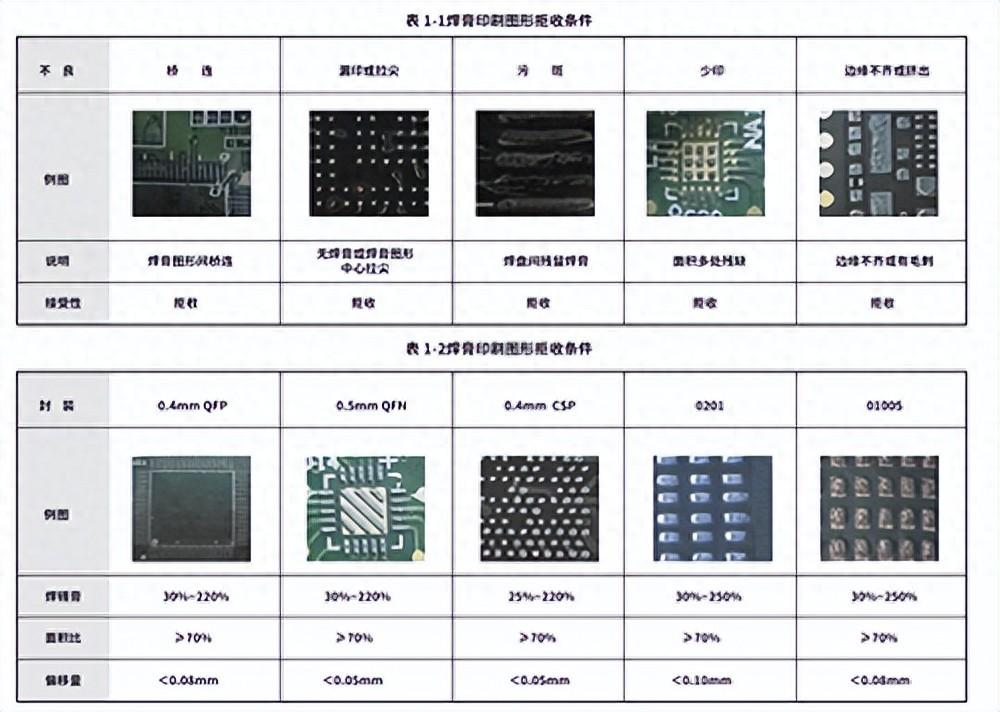
基于控制因素與 SPI常規的檢測項目,我們從以下 3個維度建立焊育印刷圖形的可接受條件
· 位置偏差,在 SPI中表現為坐標偏差的百分比;
· 焊膏體積,在 SPI中表現為焊膏量與模板開口體積的百分比;
· 轉移面積,在 SPI中表現為沉積面積與模板開口面積的百分比;
綜合考慮
在設置這些可接受條件時,必須綜合考慮使用的封裝類型、焊盤尺寸、模板設計以及SPI檢測技術的精度等因素。不同的產品和工藝可能需要不同的條件設置。此外,隨著技術的不斷進步和工藝的優化,這些條件也可能需要進行相應的調整。
最后,通過定期收集和分析SPI檢測數據,可以及時發現焊膏印刷過程中的問題,并采取相應的糾正措施,以確保焊膏印刷質量的穩定性和可靠性。同時,這些數據也可以為工藝改進和優化提供有價值的參考。
審核編輯 黃宇
聲明:本文內容及配圖由入駐作者撰寫或者入駐合作網站授權轉載。文章觀點僅代表作者本人,不代表電子發燒友網立場。文章及其配圖僅供工程師學習之用,如有內容侵權或者其他違規問題,請聯系本站處理。
舉報投訴
-
錫膏印刷
+關注
關注
0文章
15瀏覽量
6046
發布評論請先 登錄
相關推薦
錫膏印刷時錫膏塌陷是怎么造成的?
錫膏塌陷現象,指的是在印刷過程中,錫膏無法保持穩定形狀,邊緣垮塌并流向焊盤外側,同時在相鄰焊盤間連接,導致焊接短路。引發此問題的原因有多種,


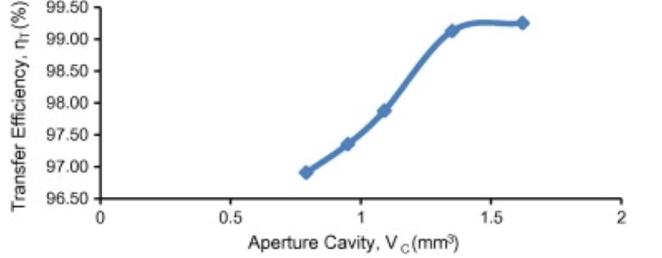
轉移效率和回流曲線對印刷錫膏的影響?
隨著小型化和使用要求變高,芯片的焊盤數量也變得越來越多。為了滿足多焊點封裝,廠家更多采用印刷工藝。錫膏印刷工藝是高效的,短時間內可完成大面積焊盤印刷
SMT加工中常見的錫膏印刷質量問題有哪些?
在SMT加工中錫膏印刷的質量也是能夠直接影響到產品整體質量的因素之一,并且在SMT貼片加工中大多焊接缺陷都來自錫膏

詳解錫膏印刷對回流焊接的影響
據資料統計,在PCB設計正確、元器件和印制板質量有保證的前提下,表面組裝質量問題中近70%是出在錫膏印刷工藝上。印刷位置正確與否(印刷精度)
基于機器視覺的SMT全自動錫膏印刷技術深度研究
分離速度是指錫膏印刷完成后PCB離開網板的瞬時速度,這是影響印刷質量的一個重要參數,也是反映一臺印刷機質量好壞的重要參數,網板和PCB
發表于 04-24 11:13
?878次閱讀

常見的影響錫膏印刷質量的因素有哪些?
大家都知道電子產品在貼片廠進行加工的時候,smt生產中用的錫膏的質量非常重要,因為錫膏能夠直接影響到整個板子的質量,貼片加工廠想要生產出好的產品就必須要做好每一個加工細節,大多焊接缺陷






 工商網監
工商網監
評論