 真空回流焊爐/真空焊接爐——晶振焊接
真空回流焊爐/真空焊接爐——晶振焊接
晶振,一般指石英晶體振蕩器,是一種使用逆壓電效應的電子振蕩器電路,有一些電子設備需要頻率高度穩定的交流信號,而LC振蕩器穩定性較差,頻率容易漂移(即產生的交流信號頻率容易變化),所以在振蕩器中采用石英晶體,當電場施加在某些材料上時,它會產生機械變形,從而利用壓電材料的振動晶體的機械共振來產生具有非常精準頻率的電信號。晶振的應用領域極其廣泛,消費電子、智能家居、網絡通信、汽車電子、醫療系統、工業系統、航天航空等領域都有其身影。
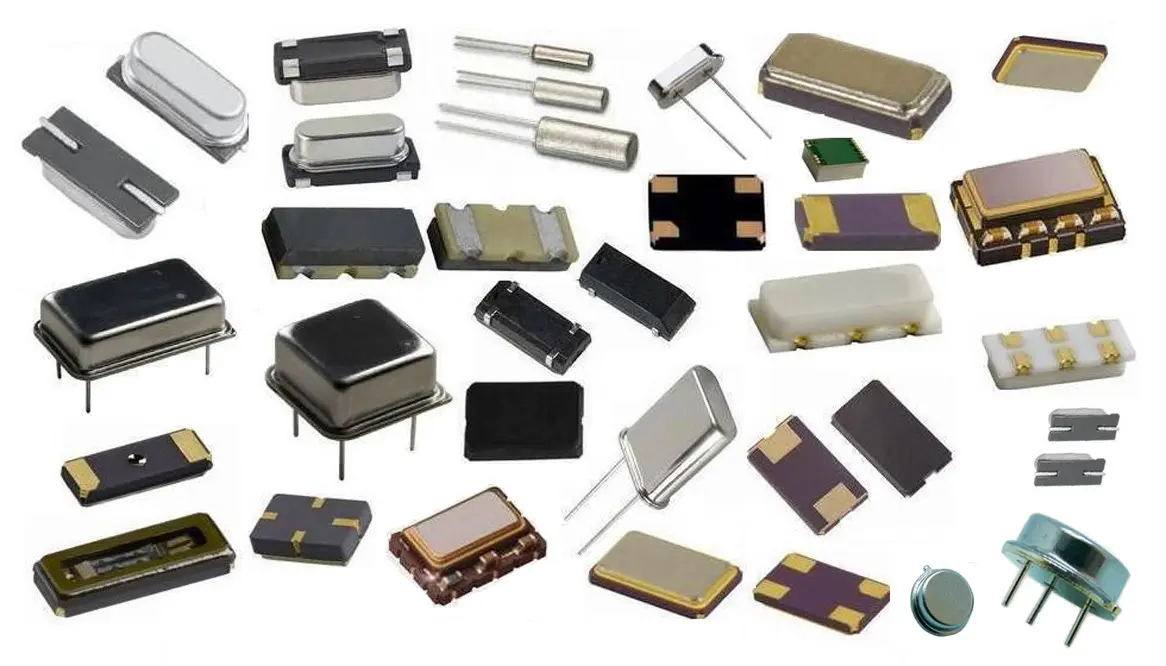 圖1.晶振示意圖
圖1.晶振示意圖晶振相當于電路的“心臟”,在電路中一般用“X”、“G”、“Z”表示,單位為Hz。通過封裝方式的不同可分為插件晶振和貼片晶振,插件晶振采用手工焊接,操作比較單一,先用鑷子將晶振放在線路板上,再將焊錫加熱直至熔化就可以了。但是隨著電子元器件行業技術的不斷進步,插件晶振已逐漸無法滿足大部分產品的需求,貼片晶振由于體積小、性能穩定、使用方便等特點從而逐漸取代了插件晶振。貼片晶振無突出引腳,因其形狀而得名,焊接分為手工焊接和焊爐焊接。
兩腳貼片晶振的手工焊接方法:
1.用烙鐵先焊牢元器件斜對角1~2個引腳;在鑿子形(扁鏟形)或刀口烙鐵頭處加適量的焊錫;用從第一條引腳開始順序逐個焊盤焊接,細毛筆蘸助焊劑或用助焊筆在兩端焊盤上涂少量助焊劑,并在焊盤上鍍上焊錫,每個焊盤的加熱大約2秒左右,撤離烙鐵,就可將貼片晶振引腳全部焊牢。;一只手用鑷子夾持貼片晶振,然后用同樣的方法加熱另一端焊盤大約2秒左右。注意焊接過程中保持貼片晶振始終緊貼焊盤放正,避免晶振一端翹起或焊歪。如果焊盤上的焊錫不足,可以一手拿烙鐵一手拿焊錫絲進行補焊,時間1秒左右。
2.用烙鐵先焊牢元器件斜對角1~2個引腳,先給烙鐵頭上足量的錫或在引腳上堆上足量的焊錫;熱風槍使用小嘴噴頭,溫度調到200℃~300℃,風速調至1~2擋,當溫度和風速穩定后,一只手用鑷子夾住元器件放置到焊接的位置上,注意要放正。另一只手拿穩熱風槍,使噴頭離待拆元器件保持垂直,距離1cm~3cm,均勻加熱,待貼片晶振周圍焊錫熔化后緩慢勻速移走熱風槍,使每個引腳能夠分配到足夠的焊錫來和焊盤黏合。焊錫冷卻后移走鑷子。完成一條邊上引腳的焊接之后,采用同樣的方法焊接其他邊上的引腳。
多引腳貼片晶振的手工焊接方法:用烙鐵先焊牢元器件四個角的引腳。熱風槍使用大嘴噴頭,風速調至2~3擋,溫度調到300℃~400℃,槍嘴與待拆元器件要保持垂直,距離1cm~3cm。當溫度和風速穩定后,用熱風槍均勻來回地吹焊邊上的引腳,待引腳上焊錫熔化后移走熱風槍。注意在焊錫沒有冷卻前,不可觸動貼片晶振。因為貼片晶振的引腳這時有部分已和焊盤相吻合。
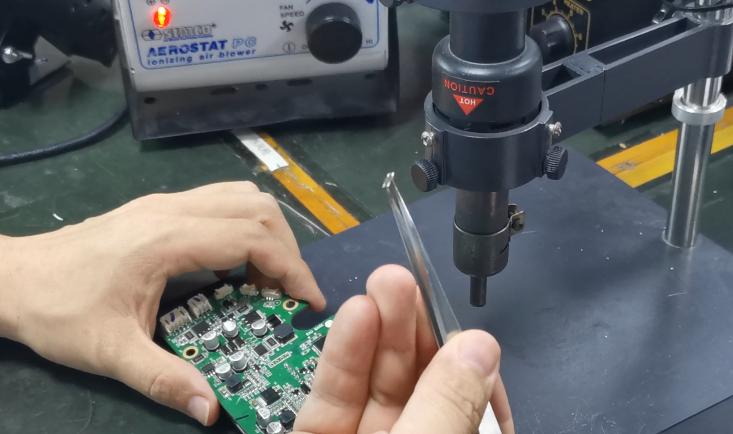 圖2.手工焊接示意圖
圖2.手工焊接示意圖除了手工焊接外,采用焊爐對晶振進行焊接也是現在的主流方式。在焊盤上涂上焊錫膏后,把電子元件貼裝在焊盤上,將氮氣加熱到合適的溫度后,貼裝好的線路板上的焊料開始熔化,并與主板粘接,待冷卻后元件即焊接在了電路板上。相較于手工焊接,采用焊爐焊接晶振更加簡單方便,且對于溫度、焊接質量等把控更加到位,但是對于焊爐的性能要求也更嚴格。
晶振焊接過程中需要注意:
1.焊接溫度過高、焊接時間過長會導致晶體內部結構被破壞,焊點脫落,從而產生大批量的不良,溫度控制在245-255℃之間比較合適。
2.晶振外殼需要接地時,應確保外殼和引腳不能連通,否則將導致斷路,晶體不起振。
3.兩條引腳的焊錫點不可相連,否則將導致晶振停振。
4.對于需要剪腳的晶振,應注意機械應力的影響。
5.焊接時不能直接加熱貼片晶振的引腳及其以上的部位,否則將損壞晶振內部的電容。
6.焊接完成之后,需要對元器件進行清洗,以免絕緣電阻不符合要求。
7.焊爐焊接時,如果封裝材料加熱到150℃以上時,會破壞產品特性,甚至損壞產品;如果需要在150℃以上焊接晶體產品,建議使用表面貼裝器件,可以直接貼裝在PCB表面。
8.手工焊接時,對于溫度的要求又不一樣,即使是300℃,也是瞬時的溫度,焊接速度快,不會對于晶振內部產生影響。
綜上所述,對于晶振的焊接,特別是采用焊爐進行的自動焊接,對于溫度的控制是關鍵因素。我司真空回流焊爐/真空焊接爐優化的加熱平臺,采用陣列、接觸式的加熱方式,加熱面溫差小,不會造成局部的溫度突變,溫控精度≤±1℃,溫控重復精度<±0.5℃,同時變形量小,結合我司持有的正負壓焊接工藝專利,空洞率≤1%,還能有效抵消平臺及工裝形變的影響,保證焊接質量。
 圖3.優化的加熱平臺
圖3.優化的加熱平臺關于晶振焊接的討論就到這里,相信大家對于什么是晶振,晶振如何焊接有了更好的認識。文章若有不當之處歡迎各位朋友予以指正和指教;若與其他原創內容有雷同之處,請與我們聯系,我們將及時處理。我司的真空回流焊爐/真空焊接爐可滿足您對于晶振的焊接需求,若您感興趣,可與我們聯系共同討論晶振焊接的工藝技術,還可前往我司官網了解。
成都共益緣真空設備有限公司
-
晶振
+關注
關注
34文章
2866瀏覽量
68033 -
焊接
+關注
關注
38文章
3135瀏覽量
59759 -
回流焊
+關注
關注
14文章
468瀏覽量
16764
發布評論請先 登錄
相關推薦

為什么IGBT、大功率、LED生產企業,汽車電子要采用真空回流焊機?
利用真空汽相回流焊接解決產品焊接品質問題
真空共晶爐焊接的新視野:探索控制焊接氣氛的優勢


真空回流焊是什么?淺談SMT真空回流焊爐的基本原理

你所不知道的真空回流焊十大優點,最后一個太意外!

如何解決真空回流焊爐、氮氣真空爐焊接過程中的錫珠問題

真空共晶焊爐升降溫斜率:科技制造的新篇章

還原性氣氛助力真空共晶爐:打造高品質焊接的秘訣

真空回流焊爐/真空焊接爐——正壓純氫還原+燃燒裝置





 工商網監
工商網監
評論