") 大研智造 解析塑封微攝像頭回流焊濕熱應(yīng)力失效與激光焊錫機(jī)優(yōu)勢(shì)
大研智造 解析塑封微攝像頭回流焊濕熱應(yīng)力失效與激光焊錫機(jī)優(yōu)勢(shì)
0 引言
環(huán)氧塑封料 (epoxymoldingcompound,EMC) 具有吸濕性,對(duì)于環(huán)氧塑封器件,潮濕環(huán)境中的水分子可通過(guò)濕擴(kuò)散過(guò)程進(jìn)入封裝器件內(nèi)。濕氣進(jìn)入后會(huì)引起材料膨脹,產(chǎn)生濕應(yīng)力,同時(shí)吸濕材料和非吸濕材料間界面的結(jié)合性能也會(huì)因吸濕而下降。在吸濕與熱載荷共同作用下,器件常出現(xiàn)濕熱相關(guān)的失效損壞等可靠性問(wèn)題。
對(duì)于塑封微攝像頭這類含空腔結(jié)構(gòu)的器件,濕氣進(jìn)入后可能聚集在微小空腔內(nèi)表面和周圍縫隙中。在經(jīng)歷高溫環(huán)境(如回流焊)時(shí),器件內(nèi)部聚集的濕氣在高溫下蒸發(fā),在密閉空腔中產(chǎn)生高氣壓。若壓力過(guò)大,可能致使器件中不同材料的界面開裂,導(dǎo)致器件失效。
高溫焊接過(guò)程中,高溫對(duì)吸濕封裝器件破壞極大,濕熱、膨脹共同作用產(chǎn)生的高應(yīng)力加速了器件失效,凸顯了濕熱對(duì)塑封器件封裝可靠性的顯著影響。吸濕引起的最大應(yīng)力與熱應(yīng)力相當(dāng),不同封裝類型器件在高溫過(guò)程中吸濕引起的應(yīng)力最高可達(dá)熱應(yīng)力的 1.3 - 3 倍,而且濕應(yīng)力影響溫度變化過(guò)程中應(yīng)力集中區(qū)域的分布,可見(jiàn)塑封器件中的濕應(yīng)力不可忽視,濕熱共同作用對(duì)封裝可靠性影響顯著。
當(dāng)塑封器件存在微小孔洞或空腔時(shí),在濕熱共同作用下的可靠性問(wèn)題更復(fù)雜。在熱載荷單獨(dú)作用下,封裝器件對(duì)蒸氣壓導(dǎo)致的爆米花效應(yīng)抵抗力強(qiáng);但在濕熱同時(shí)作用下,蒸氣壓在微裂紋中分層處產(chǎn)生額外驅(qū)動(dòng)力,且使剪切主導(dǎo)的載荷變?yōu)槔鞝恳鲗?dǎo)的載荷,導(dǎo)致界面裂紋擴(kuò)展的驅(qū)動(dòng)力急劇上升。更多研究表明微小孔洞中的水氣壓力是造成裂紋擴(kuò)展的重要原因,所以當(dāng)器件有微小空腔時(shí),空腔中產(chǎn)生的高壓力與濕熱應(yīng)力共同作用,可能引發(fā)更嚴(yán)重的可靠性問(wèn)題。
1 某廠回流焊塑封微攝像頭器件項(xiàng)目
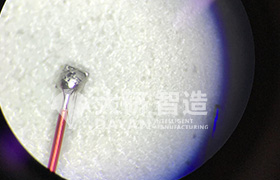
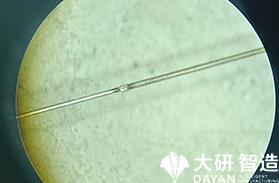
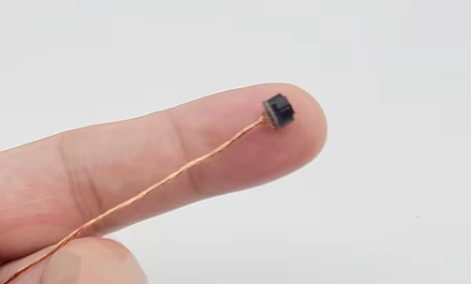
某塑封微攝像頭器件的照片如圖 1 (a) 所示,其整體尺寸為 2781μm×2781μm×1495μm,包括焊球、硅片、玻璃、聚甲基丙烯酸甲酯 (PMMA) 透明樹脂、膠,以及用于支撐空腔的環(huán)氧玻纖材料。內(nèi)部空腔直徑 1237μm,最大高度 634μm,由環(huán)氧塑封料包封,器件剖面圖和主要結(jié)構(gòu)尺寸見(jiàn)圖 1 (b)。
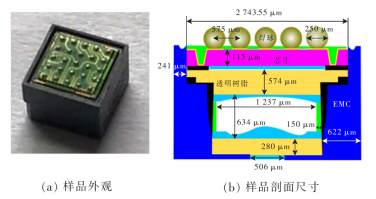
圖 1 塑封微攝像頭器件結(jié)構(gòu)
樣品經(jīng)過(guò)回流焊后,經(jīng)反射模式的超聲掃描顯微鏡檢測(cè)空腔周邊區(qū)域,發(fā)現(xiàn)樣品出現(xiàn)失效。對(duì)塑封微攝像頭器件樣品進(jìn)行截面分析,結(jié)果顯示所有樣品都出現(xiàn) PMMA / 玻璃界面分層,4 個(gè)樣品的玻璃有裂紋,3 個(gè)樣品的空腔四周出現(xiàn)裂紋,2 個(gè)樣品的 EMC/PMMA 界面分層。因此,器件空腔周邊的分層失效和空腔周圍裂紋擴(kuò)展是主要失效模式。圖 2 展示了項(xiàng)目分析獲得的不同失效模式在樣品中的位置。
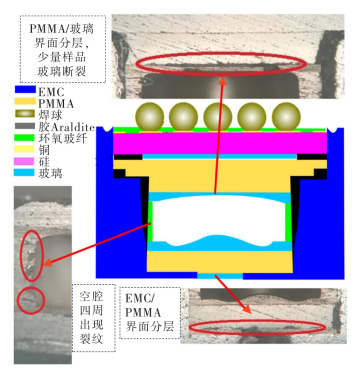
圖 2 典型失效位置
上述失效模式均會(huì)影響塑封微攝像頭器件功能:PMMA / 玻璃界面和 EMC/PMMA 界面的分層會(huì)使入射攝像頭的光線在分層界面上產(chǎn)生多次反射,最終在感光芯片上產(chǎn)生重影;玻璃斷裂處和分層界面粗糙處的光路無(wú)法正確偏轉(zhuǎn)匯聚到感光芯片上;空腔四周的裂紋會(huì)導(dǎo)致透鏡無(wú)法良好固定,光軸易偏移,造成器件無(wú)法正確成像。
當(dāng)溫度隨回流焊時(shí)間增加逐漸升高,器件內(nèi)部溫差逐漸下降。項(xiàng)目樣品經(jīng)過(guò)吸濕與回流焊過(guò)程后,根據(jù)濕、熱場(chǎng)分布可計(jì)算濕、熱應(yīng)變,進(jìn)而獲得器件內(nèi)部應(yīng)力。回流焊高溫時(shí),器件內(nèi)部的范式等效應(yīng)力分布如圖 3 所示。
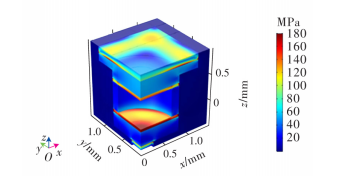
圖3 塑封微攝像頭器件內(nèi)部等效應(yīng)力分布
從圖中可看出,濕熱局部應(yīng)力集中于玻璃界面處,外部的環(huán)氧塑封料和空腔內(nèi)壁的環(huán)氧玻纖吸收濕氣后在回流焊時(shí)發(fā)生膨脹,擠壓玻璃層(玻璃不會(huì)吸濕膨脹),造成環(huán)氧玻纖與玻璃之間界面應(yīng)力集中。高應(yīng)力易導(dǎo)致透明樹脂下方界面分層、透明樹脂斷裂,甚至玻璃斷裂等失效。
考慮到回流焊高溫過(guò)程中,空腔內(nèi)部的水蒸發(fā)會(huì)產(chǎn)生高壓力,擠壓空腔壁。高壓力與吸濕量、空腔體積和溫度有關(guān),若空腔內(nèi)濕氣濃度飽和,則高溫下在腔內(nèi)會(huì)形成僅與溫度相關(guān)的飽和蒸氣壓。
飽和蒸氣壓雖未使樣品內(nèi)部應(yīng)力分布出現(xiàn)明顯變化,但應(yīng)力最大值顯著增加。圖 4 表明當(dāng)溫度上升到 130℃和 180℃時(shí),最大應(yīng)力為 100 - 150MPa。

圖4 不同溫度下塑封微攝像頭器件內(nèi)部空腔周圍等效應(yīng)力分布
隨著溫度升高,樣品內(nèi)部最大應(yīng)力急劇上升,當(dāng)溫度達(dá)到 230℃和 265℃時(shí),最大應(yīng)力可達(dá) 300MPa,尤其是環(huán)氧玻纖與玻璃的界面處應(yīng)力明顯增大,說(shuō)明高溫下飽和蒸氣壓對(duì)應(yīng)力增大貢獻(xiàn)明顯。空腔周圍區(qū)域集中的應(yīng)力可導(dǎo)致裂紋產(chǎn)生甚至擴(kuò)展,對(duì)光學(xué)組件破壞嚴(yán)重。所采用的材料中,環(huán)氧塑封料的抗彎強(qiáng)度約為 150MPa、康寧玻璃的抗彎強(qiáng)度為 52.4MPa、環(huán)氧玻纖的抗彎強(qiáng)度約為 400MPa。回流焊過(guò)程中,環(huán)氧塑封料、玻璃未出現(xiàn)以彎曲變形為主的變形模式,但承受壓應(yīng)力較大,因此未出現(xiàn)大量材料彎曲斷裂的失效現(xiàn)象。
無(wú)蒸氣壓力時(shí) 265℃回流焊在器件內(nèi)部產(chǎn)生的最大應(yīng)力為 180MPa,而引入蒸氣壓力下 265℃回流焊在器件內(nèi)部產(chǎn)生的最大應(yīng)力為 300MPa,增加約 67%。隨著器件微型化發(fā)展,器件內(nèi)空腔體積減小,吸濕后其內(nèi)部水高溫蒸發(fā)導(dǎo)致的應(yīng)力將產(chǎn)生更大影響。因此,微小空腔塑封器件中的空腔內(nèi)部應(yīng)力與樣品吸濕引起的濕膨脹、濕應(yīng)力均對(duì)器件可靠性有重要影響。
2 大研智造激光錫球焊接機(jī):應(yīng)對(duì)塑封微攝像頭焊接挑戰(zhàn)的解決方案
2.1 實(shí)際應(yīng)用效果與對(duì)比優(yōu)勢(shì)
鑒于塑封微攝像頭在濕熱環(huán)境下焊接面臨的這些復(fù)雜失效問(wèn)題,對(duì)焊接技術(shù)提出了嚴(yán)苛的要求。傳統(tǒng)焊接方法已難以滿足其對(duì)精度、熱影響控制以及應(yīng)力控制的需求,廠家迫切需要一種能夠克服這些挑戰(zhàn),保障焊接質(zhì)量和器件可靠性的先進(jìn)焊接技術(shù)。在這樣的背景下,大研智造激光錫球焊接機(jī)應(yīng)運(yùn)而生,為解決塑封微攝像頭焊接中的難題帶來(lái)了新的希望和有效的解決方案。
在實(shí)際生產(chǎn)中,某電子廠在引入大研智造激光錫球焊接機(jī)之前,采用傳統(tǒng)焊接方法生產(chǎn)塑封微攝像頭,產(chǎn)品合格率僅約為 70%。在使用大研智造激光錫球焊接機(jī)后,經(jīng)過(guò)一個(gè)月的生產(chǎn)數(shù)據(jù)統(tǒng)計(jì),產(chǎn)品合格率顯著提升至 90% 以上。這主要?dú)w因于激光錫球焊接機(jī)有效減少了因濕熱應(yīng)力導(dǎo)致的各種失效問(wèn)題。
同時(shí),與市場(chǎng)上其他品牌的焊接機(jī)相比,大研智造激光錫球焊接機(jī)在處理塑封微攝像頭焊接問(wèn)題上展現(xiàn)出獨(dú)特優(yōu)勢(shì)。以某競(jìng)爭(zhēng)品牌焊接機(jī)為例,其在焊接類似的含空腔結(jié)構(gòu)微攝像頭時(shí),雖然能夠完成基本焊接任務(wù),但在處理熱敏感材料附近焊點(diǎn)時(shí),會(huì)出現(xiàn)約 10% 的熱影響導(dǎo)致的材料性能下降情況,而大研智造激光錫球焊接機(jī)的這一比例低于 1%。在應(yīng)對(duì)微小空腔周圍應(yīng)力問(wèn)題方面,該競(jìng)爭(zhēng)品牌焊接機(jī)生產(chǎn)的產(chǎn)品在后續(xù)檢測(cè)中發(fā)現(xiàn)有 8% 的產(chǎn)品存在因應(yīng)力集中導(dǎo)致的微小裂紋,而大研智造激光錫球焊接機(jī)生產(chǎn)的產(chǎn)品這一不良率僅為 2%,充分證明了大研智造激光錫球焊接機(jī)在解決塑封微攝像頭焊接問(wèn)題上的卓越性能。




2.2 技術(shù)原理與特點(diǎn)
大研智造的激光錫球焊接機(jī)采用先進(jìn)的激光技術(shù),為塑封微攝像頭的焊接工藝帶來(lái)了新的解決方案。其激光系統(tǒng)具備高能量密度和高精度的特點(diǎn),能夠?qū)崿F(xiàn)對(duì)微小焊點(diǎn)的精確焊接。
大研智造激光錫球焊接機(jī)的激光系統(tǒng)采用特定波長(zhǎng)的激光,該波長(zhǎng)處于對(duì)塑封微攝像頭材料吸收性良好且對(duì)周圍環(huán)境影響極小的范圍。其功率范圍在 60 - 200W 之間可靈活調(diào)節(jié),在焊接不同尺寸焊點(diǎn)和不同材料組合時(shí),可根據(jù)預(yù)設(shè)程序自動(dòng)調(diào)整功率。例如,對(duì)于較小焊點(diǎn)和靠近玻璃等敏感材料的焊點(diǎn),焊接機(jī)可自動(dòng)降低功率至 60W,以精確控制熱量輸入,確保材料穩(wěn)定性。
在塑封微攝像頭這種對(duì)焊接精度要求極高的器件制造中,激光錫球焊接機(jī)可有效避免傳統(tǒng)焊接方式可能帶來(lái)的熱影響問(wèn)題。激光錫球焊接機(jī)的工作原理是利用激光束精確地加熱錫球,使其在短時(shí)間內(nèi)熔化并與焊接部位完美融合。與傳統(tǒng)焊接方法相比,它能夠精確控制熱量輸入,減少對(duì)周圍材料的熱影響。對(duì)于塑封微攝像頭中的精密元件和復(fù)雜結(jié)構(gòu),這一特性尤為關(guān)鍵。例如,在焊接與玻璃、PMMA 等熱敏感材料相鄰的焊點(diǎn)時(shí),傳統(tǒng)焊接可能因熱傳遞導(dǎo)致這些材料變形或性能受損,而激光錫球焊接機(jī)可以將熱影響區(qū)域控制在極小范圍內(nèi),確保這些材料的穩(wěn)定性和性能不受影響。
此外,激光錫球焊接機(jī)配備了先進(jìn)的視覺(jué)識(shí)別系統(tǒng)和定位系統(tǒng)。視覺(jué)識(shí)別系統(tǒng)運(yùn)用了高分辨率的光學(xué)傳感器和先進(jìn)的圖像處理算法。其光學(xué)傳感器能夠捕捉到微小至 0.01mm 的焊點(diǎn)特征,通過(guò)專門設(shè)計(jì)的圖像處理算法,可在復(fù)雜背景和狹小空間內(nèi)快速準(zhǔn)確地識(shí)別焊點(diǎn)位置和狀態(tài)。定位系統(tǒng)則基于高精度的運(yùn)動(dòng)控制平臺(tái)和先進(jìn)的反饋機(jī)制,運(yùn)動(dòng)控制平臺(tái)在 X、Y、Z 三個(gè)方向上的定位精度均可達(dá) 0.01mm,在焊接過(guò)程中,通過(guò)實(shí)時(shí)的反饋機(jī)制,能夠及時(shí)糾正可能出現(xiàn)的微小偏差,確保每個(gè)錫球都能精確地放置在預(yù)定焊點(diǎn)上,誤差范圍控制在 ±0.02mm 以內(nèi)。這兩個(gè)系統(tǒng)相互配合,大大提高了焊接的精度和效率。
在塑封微攝像頭的制造過(guò)程中,由于其內(nèi)部存在微小空腔結(jié)構(gòu),對(duì)焊接過(guò)程中的應(yīng)力控制要求極高。激光錫球焊接機(jī)通過(guò)其獨(dú)特的焊接工藝,可以有效減少焊接過(guò)程中產(chǎn)生的應(yīng)力。它采用的是逐個(gè)錫球焊接的方式,避免了大量焊料同時(shí)熔化可能產(chǎn)生的應(yīng)力集中問(wèn)題。而且,由于焊接速度快、熱量集中,材料在短時(shí)間內(nèi)完成焊接,減少了因長(zhǎng)時(shí)間受熱而產(chǎn)生的熱應(yīng)力積累。這對(duì)于防止因焊接應(yīng)力導(dǎo)致的器件內(nèi)部微小空腔周圍的材料分層、裂紋擴(kuò)展等失效問(wèn)題具有重要意義。
同時(shí),激光錫球焊接機(jī)還具有高度的自動(dòng)化和智能化特點(diǎn)。它可以根據(jù)預(yù)設(shè)的焊接程序自動(dòng)完成焊接任務(wù),無(wú)需大量人工干預(yù)。在生產(chǎn)過(guò)程中,能夠保證每個(gè)焊接點(diǎn)的質(zhì)量穩(wěn)定一致,提高了產(chǎn)品的一致性和可靠性。而且,設(shè)備操作簡(jiǎn)單,維護(hù)方便,能夠適應(yīng)大規(guī)模生產(chǎn)的需求。
2.3 行業(yè)意義
環(huán)氧塑封器件在現(xiàn)代電子行業(yè)中占據(jù)著至關(guān)重要的地位。隨著電子設(shè)備向小型化、高性能化發(fā)展,環(huán)氧塑封器件廣泛應(yīng)用于智能手機(jī)、平板電腦、可穿戴設(shè)備、汽車電子等眾多領(lǐng)域。在這些應(yīng)用場(chǎng)景中,塑封微攝像頭作為圖像采集的關(guān)鍵部件,其質(zhì)量和可靠性直接影響到整個(gè)設(shè)備的性能。

以智能手機(jī)為例,高質(zhì)量的塑封微攝像頭對(duì)于拍攝清晰照片和錄制流暢視頻至關(guān)重要。據(jù)統(tǒng)計(jì),在智能手機(jī)的售后維修中,約有 15% 的問(wèn)題與攝像頭相關(guān),其中部分原因就是封裝過(guò)程中的濕熱應(yīng)力問(wèn)題導(dǎo)致的成像故障。在汽車電子領(lǐng)域,用于自動(dòng)駕駛輔助系統(tǒng)的攝像頭同樣需要高可靠性的封裝,以應(yīng)對(duì)復(fù)雜多變的環(huán)境條件。因此,深入研究塑封微攝像頭的濕熱應(yīng)力失效問(wèn)題,并尋求有效的焊接解決方案,對(duì)于保障電子設(shè)備的整體質(zhì)量和性能具有重大意義,這也凸顯了大研智造激光錫球焊接機(jī)在電子制造行業(yè)中的重要價(jià)值。
3 結(jié)論
本文分析了塑封微攝像頭濕熱應(yīng)力失效問(wèn)題,闡述了大研智造激光錫球焊錫機(jī)的應(yīng)用優(yōu)勢(shì)。
塑封微攝像頭在濕熱與高溫作用下易出現(xiàn)多種失效模式,影響成像功能,且微型化發(fā)展使吸濕產(chǎn)生的蒸氣壓對(duì)可靠性影響更突出。
大研智造激光錫球焊錫機(jī)可有效應(yīng)對(duì)這些問(wèn)題。其激光技術(shù)能高精度焊接微小焊點(diǎn),控制熱量輸入,配合視覺(jué)和定位系統(tǒng)可在復(fù)雜結(jié)構(gòu)中準(zhǔn)確焊接。獨(dú)特焊接方式和工藝減少應(yīng)力積累,降低失效風(fēng)險(xiǎn)。設(shè)備自動(dòng)化、智能化,保證質(zhì)量穩(wěn)定,操作簡(jiǎn)單、維護(hù)方便,能滿足大規(guī)模生產(chǎn)需求,對(duì)提高產(chǎn)品可靠性和性能意義重大,應(yīng)用前景廣闊。
本文由大研智造撰寫,專注于提供智能制造精密焊接領(lǐng)域的最新技術(shù)資訊和深度分析。大研智造是集研發(fā)生產(chǎn)銷售服務(wù)為一體的高精度激光錫球焊錫機(jī)技術(shù)廠家,擁有20年+的行業(yè)經(jīng)驗(yàn)。想要了解更多關(guān)于激光焊錫機(jī)在智能制造精密焊接領(lǐng)域中的應(yīng)用,或是有特定的技術(shù)需求,請(qǐng)通過(guò)大研智造官網(wǎng)與我們聯(lián)系。歡迎來(lái)我司參觀、試機(jī)、免費(fèi)打樣。
審核編輯 黃宇
-
激光
+關(guān)注
關(guān)注
19文章
3201瀏覽量
64469 -
攝像頭
+關(guān)注
關(guān)注
60文章
4841瀏覽量
95691 -
回流焊
+關(guān)注
關(guān)注
14文章
468瀏覽量
16764
發(fā)布評(píng)論請(qǐng)先 登錄
相關(guān)推薦
解析大研智造激光錫球焊錫機(jī)助力醫(yī)療設(shè)備精密焊接的獨(dú)特優(yōu)勢(shì)
假焊?連錫?焊點(diǎn)不飽滿圓潤(rùn)?焊盤尺寸太小?焊接效率低下?來(lái)看看大研智造激光錫球焊錫機(jī)!

大研智造焊錫機(jī)廠家 解析激光錫球焊錫機(jī)如何賦能U盤制造
大研智造 激光焊錫機(jī)在電子制造業(yè)中的應(yīng)用優(yōu)勢(shì)與行業(yè)前景
大研智造激光焊錫機(jī):電子制造業(yè)的微型焊接技術(shù)革新

激光錫焊與回流焊接對(duì)焊點(diǎn)影響的對(duì)比分析
激光焊接:CCM攝像頭模組精密制造的核心

大研智造 電子制造的精密革命:激光錫焊技術(shù)深度解析!
超越傳統(tǒng):大研智造激光錫焊在高端電子組裝中的應(yīng)用
激光錫焊 vs 回流焊接:大研智造技術(shù)革新的深度解析
大研智造激光錫球焊接:攻克回流焊常見(jiàn)問(wèn)題,定義PCB焊接新高度

探秘真空回流焊設(shè)備的安裝奧秘與廠務(wù)秘籍






 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論