 激光焊接錫膏對環境溫度和濕度有什么要求
激光焊接錫膏對環境溫度和濕度有什么要求
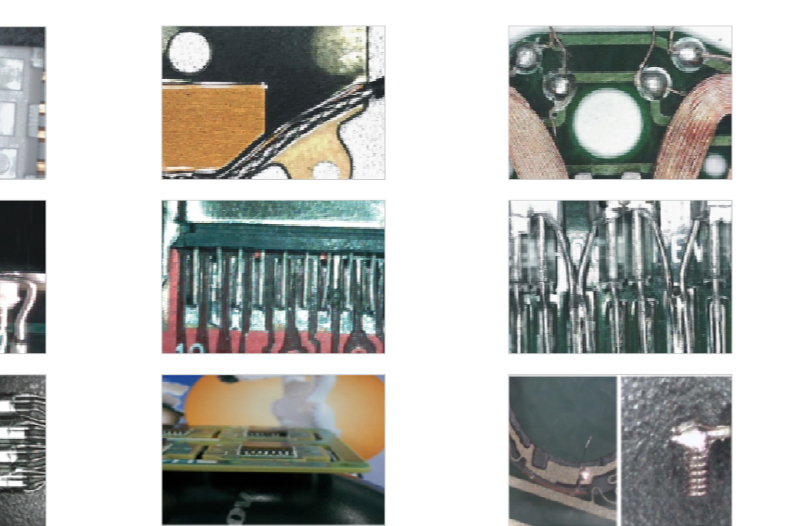
在激光焊接錫膏使用過程中,環境溫度和濕度對激光錫膏的性能和焊接質量有著重要影響。下面由深圳佳金源錫膏廠家來講解一下關于激光錫膏使用環境溫度和濕度的一些基本要求和建議:
環境溫度
推薦溫度范圍:
1、 通常建議將工作環境溫度控制在18°C至28°C之間。這個溫度范圍有助于保持激光錫膏的穩定性和良好的印刷點膠性能。
避免極端溫度:
1、 過高的溫度可能會加速助焊劑的揮發,導致激光錫膏粘度下降,印刷及點錫性能不穩定。
2、過低的溫度可能會使激光錫膏變得過于粘稠,影響印刷及點錫質量,錫量不足等問題。
溫度波動:
1、盡量避免環境溫度的大幅波動,因為這可能導致激光錫膏性能的不穩定。
環境濕度
1、推薦濕度范圍:
1.1、相對濕度應控制在20%至60%之間。高濕度可能導致激光焊接錫膏中的助焊劑吸濕,影響其性能。
1.2、過低的濕度可能會使激光焊錫膏中的溶劑過度蒸發,影響錫膏的粘度和印刷點膠性能。
2、避免極端濕度:
2.1、極端濕度可能會導致激光焊錫膏性能的不穩定,影響焊接質量。
3、濕度波動:
3.1、盡量避免環境濕度的劇烈波動,因為這可能會對激光焊接錫膏的性能產生不利影響。
為了維持合適的溫度和濕度條件,可以采取以下措施:
1、使用空調或除濕機來控制環境溫度和濕度。
2、 在激光錫膏儲存和操作區域放置濕度計,以便監控和調整環境條件。
3、定期檢查激光錫膏的儲存容器,確保密封良好,防止環境因素對其產生影響。
4、在印刷/點錫和焊接過程中,盡量保持環境溫度和濕度的穩定。
通常,激光錫膏印刷或點涂到產品后,應在盡可能短的時間內進行焊接,以減少激光焊錫膏中的助焊劑揮發和氧化。理想情況下,印刷或點膠后的錫膏應在30分鐘到1小時內完成焊接。
通過這些措施,可以確保激光焊接錫膏的性能和焊接質量,從而提高生產效率和產品質量。

16年來,佳金源一直專注于錫膏的研發、生產和銷售,為客戶提供一套完整的電子焊接解決方案。想了解更多錫膏方面的知識請持續關注佳金源錫膏廠家在線留言與我們互動。
-
焊接
+關注
關注
38文章
3217瀏覽量
59992 -
錫膏
+關注
關注
1文章
837瀏覽量
16803
發布評論請先 登錄
相關推薦











 工商網監
工商網監
評論