 半導體激光器的波長應該如何選擇
半導體激光器的波長應該如何選擇
激光錫焊中,不同的波長適合不同的焊接材料,在實際的生產應用中,半導體激光器的波長應該如何選擇呢?松盛光電來給大家詳細的介紹分享。半導體激光器的波長選擇至關重要,需綜合考慮焊件材料、焊料特性、焊接要求等多方面因素。來了解一下吧。
考慮焊件材料的吸收特性
不同材料對不同波長激光的吸收能力差異顯著:一般來說,金屬材料對較短波長的激光吸收較好。例如,銅在近紅外波段(800 - 1100nm)具有相對較高的吸收率,而在可見光波段吸收率較低。因此,當焊接銅質鍍銅焊盤時,選擇波長在 800 - 1100nm 范圍內的半導體激光器較為合適,這樣可以確保激光能量有效地被焊件吸收,提高焊接效率和質量。
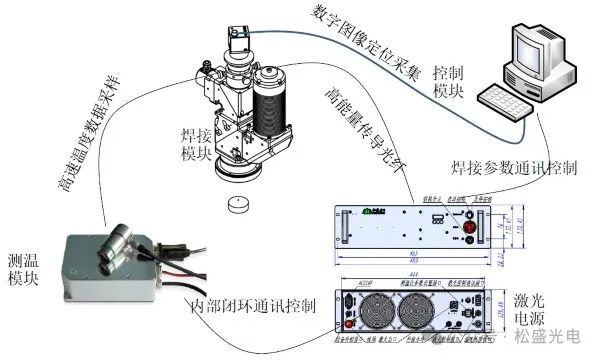
松盛光電恒溫激光錫焊系統模塊組成圖示
對于一些非金屬材料或復合材料,其吸收特性與金屬材料有很大不同:某些塑料材料在特定波長的激光照射下會發生熔化或分解,從而實現焊接。例如,一些含有碳黑等添加劑的塑料,對近紅外波段的激光有較好的吸收能力。在焊接這類塑料材料時,可選擇波長在 900 - 1000nm 左右的半導體激光器,以滿足材料的吸收需求,實現良好的焊接效果。
匹配焊料的吸收特性
焊料的種類繁多,不同焊料對激光的吸收特性也有所不同:常見的錫基焊料,如錫鉛合金、無鉛焊料(如錫銀銅合金)等,在近紅外波段具有較好的吸收能力。一般來說,波長在 808nm、940nm 或 980nm 等附近的激光,能夠被錫基焊料有效地吸收,從而迅速加熱熔化焊料,實現良好的焊接效果。因此,在使用錫基焊料進行激光錫焊時,可優先選擇這些波長的半導體激光器。
除了錫基焊料,還有一些特殊的焊料,如鋁基焊料、金基焊料等:這些焊料的吸收特性與錫基焊料有所不同。例如,鋁基焊料對波長在 1060nm 左右的激光吸收較好。在焊接鋁制焊件或使用鋁基焊料進行焊接時,選擇波長為 1060nm 的半導體激光器,可以使焊料更好地吸收激光能量,實現可靠的焊接連接。
結合焊接工藝和要求
如果焊接工藝對精度要求極高,如在電子設備制造中對微小電子元件的焊接:需要選擇能夠實現精確能量控制和良好光束聚焦特性的半導體激光器波長。較短波長的激光,如 808nm 或 940nm,通常具有較好的光束質量和聚焦性能,能夠將激光能量精確地集中在微小的焊點上,實現高精度的焊接。同時,這些波長的半導體激光器可以通過精確控制驅動電流,實現對激光輸出功率的精細調節,從而確保在焊接過程中提供恰到好處的能量,避免對周圍敏感元件造成熱損傷,保證焊接質量的穩定性和可靠性。
對于一些需要快速加熱和冷卻的焊接工藝,如在大規模生產線上的高速焊接:應選擇能夠在短時間內提供足夠能量且熱響應速度快的半導體激光器波長。在近紅外波段,一些波長如 976/980nm 的半導體激光器具有較高的功率轉換效率和快速的熱響應特性,能夠在短時間內輸出高能量的激光,使焊料迅速熔化,實現快速加熱。并且,在停止激光照射后,焊料能夠迅速冷卻凝固,這種快速加熱和冷卻的特性可以大大提高焊接速度,滿足大規模生產的需求。同時,快速加熱和冷卻還可以減少熱影響區的范圍,降低對周圍元件的熱影響,保證產品質量的穩定性和一致性。
松盛光電自主研發976/980nm恒溫半導體激光器專用于激光錫焊塑料焊接領域,PID算法響應速度快(15μs),不易燒毀焊點。激光器內置溫度閉環反饋系統,通過紅外傳感器對加熱點的溫度實施監測并實時調控,讓加工點溫度恒定在一個設定的溫度來焊接。根據客戶需求有風冷/水冷可選,常規的輸出功率有10W,100W,200W,300W,500W等。
在某些情況下,焊接環境可能存在一些特殊因素,如高溫、高濕度、強電磁干擾等:這些因素可能會影響半導體激光器的性能和穩定性,進而影響焊接質量。因此,在選擇半導體激光器波長時,需要考慮這些特殊環境因素對激光器的影響。例如,在高溫環境下,一些波長的半導體激光器可能會出現功率下降、光束質量變差等問題。此時,需要選擇具有較好散熱性能和溫度穩定性的半導體激光器,或者通過采取額外的散熱措施和溫度控制手段,來確保激光器在高溫環境下能夠穩定運行,保證焊接質量不受影響。同樣,在高濕度、強電磁干擾等特殊環境下,也需要根據具體情況選擇合適的半導體激光器波長,并采取相應的防護措施和技術手段,來確保激光器的性能和穩定性,保證焊接質量的可靠性和一致性。
-
半導體
+關注
關注
334文章
27638瀏覽量
221200 -
激光器
+關注
關注
17文章
2536瀏覽量
60567 -
焊接
+關注
關注
38文章
3223瀏覽量
60019
原文標題:半導體激光器哪種波長適用于激光錫焊領域?
文章出處:【微信號:SSlaser666,微信公眾號:松盛光電】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦





 工商網監
工商網監
評論