

一、 導讀
氣缸是自動化控制設備中較為常用的一個電氣元件,通過氣缸可以實現很多動作的控制,如推料動作,夾緊動作等。當一個設備上氣缸特別多的情況下,我們會把這個氣缸控制程序打包成一個標準程序塊,然后使用時進行重復調用即可,這樣可以提升程序的編寫效率。那么在S7-1200/1500中如何編寫一個氣缸標準塊的程序呢?其實,在網站上可以找到很多工程師提供的氣缸塊程序,但在這里我給大家介紹下我在項目中使用的氣缸標準塊程序,僅供大家參考。
二、定義氣缸塊接口區(qū)
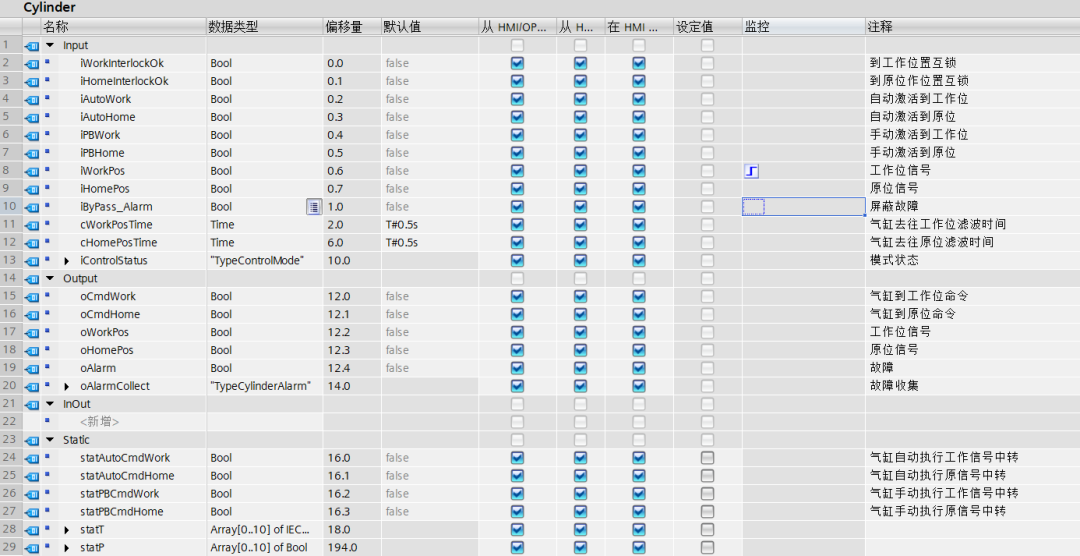
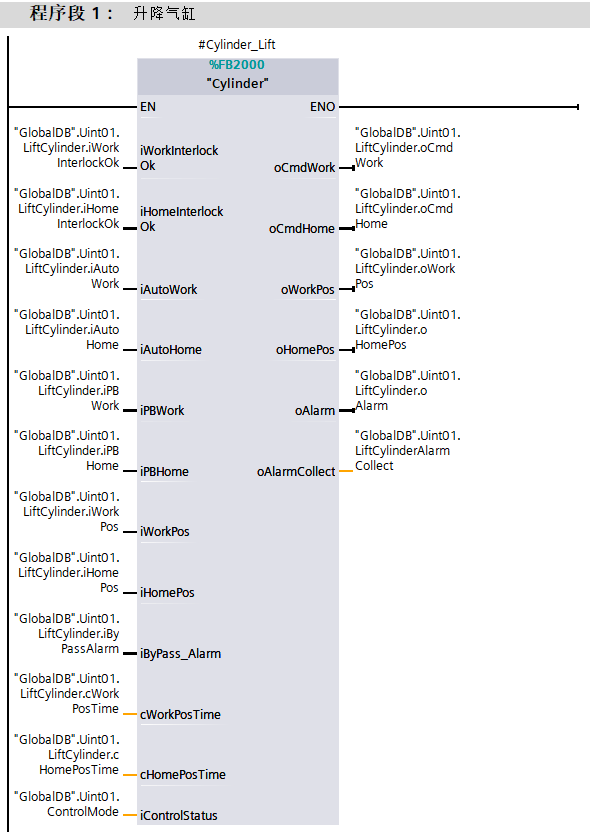
新建一個FB塊并把該FB塊的名稱名為“Cylinder”,在該FB塊的接口區(qū)中定義如下圖所示的變量。
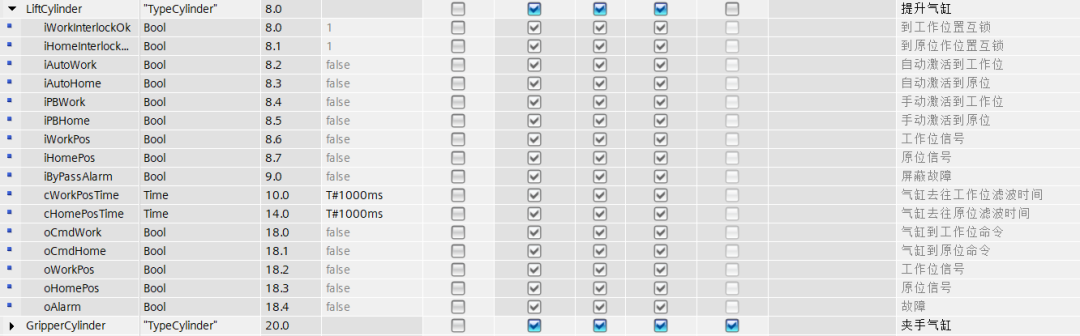
后續(xù)在程序中調用該氣缸程序塊時,可先按該接口區(qū)中建立的變量,建立一個PLC的數據類型,并把該PLC的數據類型命名為“TypeCylinder”。這樣可以在DB塊中快速完成項目中氣缸相關變量的定義,如下圖所示,在DB塊中定義了提升氣缸和夾緊氣缸兩個氣缸的相關變量。
三、編寫氣缸塊的控制程序
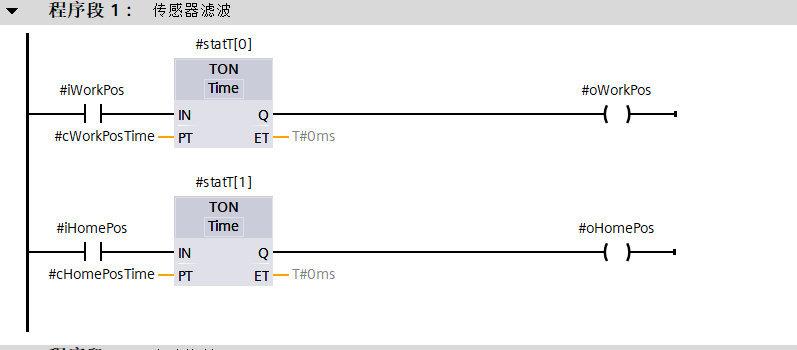
(1)氣缸限位信號濾波
為了確保氣缸的原位感應和工作位感應信號是真實的接通,而非誤動作或是干擾原因造成虛假接通,因此程序中可對限位信號進行濾波操作,必須要求接通時間達到設定的濾波時間后,才認為是真正的有效信號。
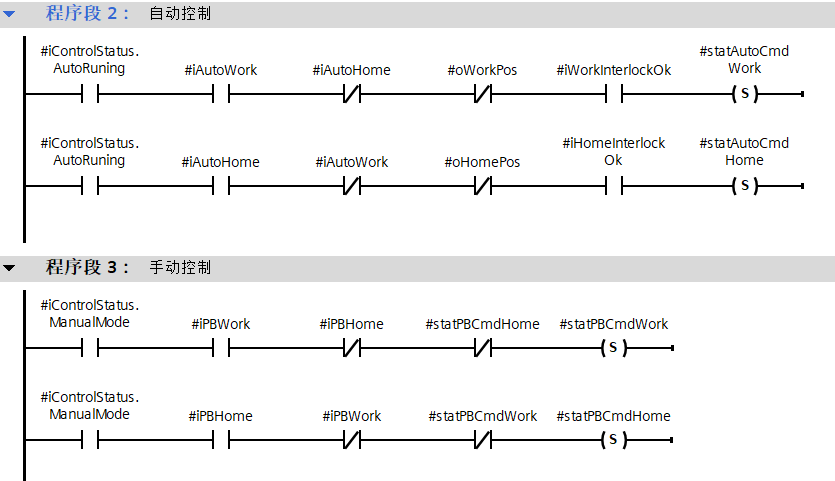
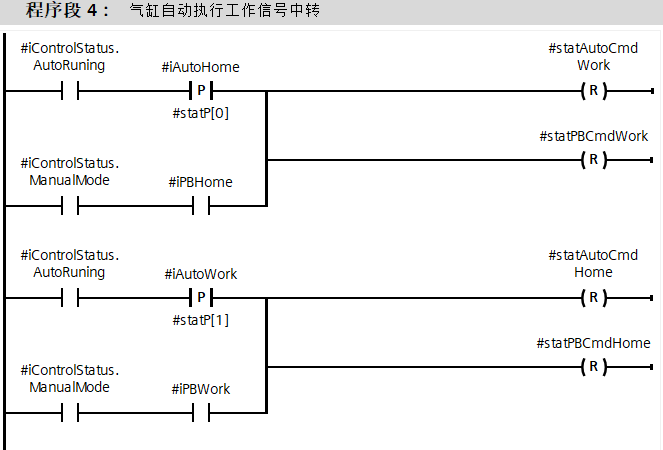
(2)氣缸手動和自動控制程序
編寫氣缸的手動和自動狀態(tài)的控制程序,在自動運行狀態(tài)下,自動命令氣缸到工作位信號為ON,自動命令氣缸回原位信號為OFF,且未收到氣缸工作位限位信號,則置位氣缸到工作位的命令信號,同理氣缸回原位程序,手動程序的設計方法可采用同樣的方法設計。
這里面”iWorkInterlockOK”和“iHomeInterlockOk” 為到工作位和回原位的連鎖信號,當多個氣缸的動作時,若有相關的連鎖條件控制時可使用該變量,若無需使用該變量,在賦值的實參變量中賦值為1即可。
當做不管是在手動模式下,還是自動模式下,若命令氣缸到工作位,則氣缸回到原位的命令需要復位,同理,命令氣缸回原位時,氣缸到工作位的信號需要復位。
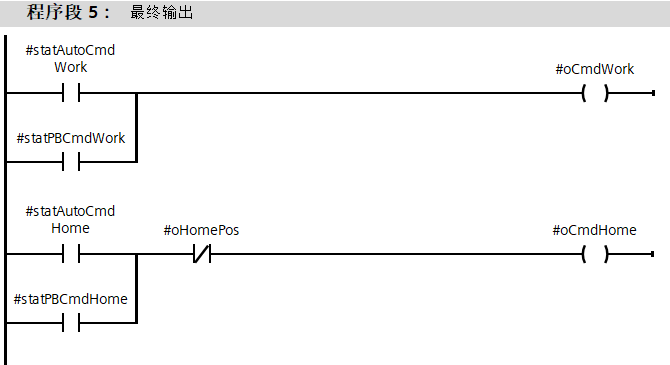
不管是在手動模式還是在自動模式下,命令氣缸到工作位還是命令氣缸回工作位,最后都都需要進行匯總輸出,用于控制電磁閥的線圈。
(3)氣缸的報警程序編寫
氣缸的報警程序可以分為以下幾個部分來設計:①氣缸執(zhí)行工作命令,但一定時間內未收到原位和工作位的感應信號,則可認為異常報警。②氣缸執(zhí)行了到工作位的命令,但是一定的時間內,未收到工作位的限位信號,則可進行報警。③氣缸執(zhí)行了回原位的命令,但是一定的時間內,未收到原位的限位信號,則可進行報警。④氣缸到工作位的命令和回原位的命令同時接通,則說明程序邏輯錯位,則執(zhí)行報警。
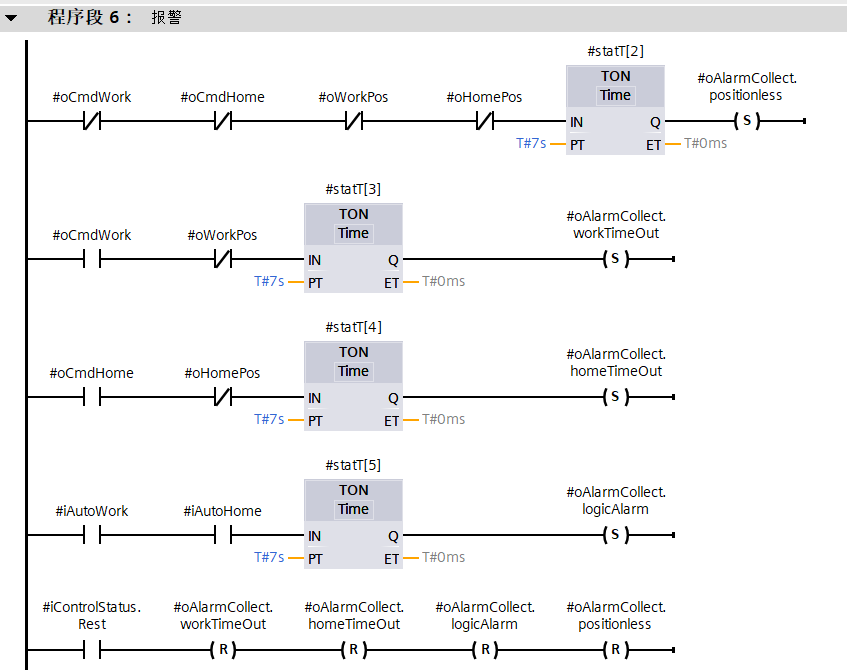
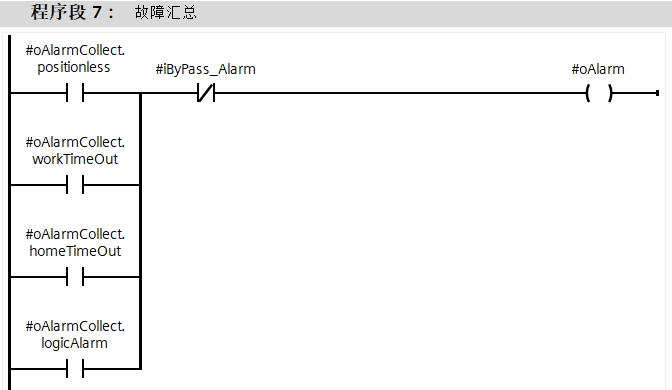
把所有的故障信號進行匯總輸出一個報警輸出,也可通過一個信號進行屏蔽報警輸出,特別是在調試的過程中,可以通過在觸摸屏上做屏蔽按鈕,屏蔽報警輸出信號。按下復位按鈕,可對報警進行復位操作。
調用編寫好的氣缸功能塊程序塊,完成氣缸的控制,如下圖所示。
四、結語
根據控制對象建立功能塊,可以大量減小后續(xù)的程序的編寫工作量,可為高效的編程帶來很大的方便。
-
編程
+關注
關注
88文章
3651瀏覽量
94366 -
S7-1200
+關注
關注
11文章
332瀏覽量
18200 -
氣缸
+關注
關注
2文章
54瀏覽量
13689 -
S7-1500
+關注
關注
3文章
301瀏覽量
6578
原文標題:S7-1200/1500中如何編寫一個氣缸功能塊
文章出處:【微信號:gkongbbs,微信公眾號:工控論壇】歡迎添加關注!文章轉載請注明出處。
發(fā)布評論請先 登錄
相關推薦
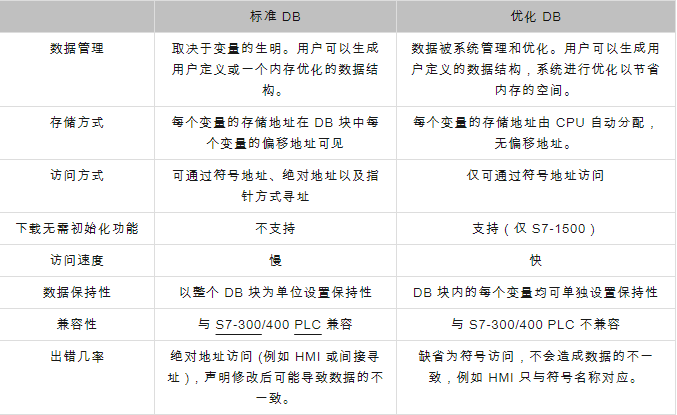
西門子plc S7-1200/S7-1500優(yōu)化的DB塊與標準的DB塊整體對比
基于S7-1200的PLC的編程及擴展
WinCC V7.2與S7-1200的PLC通訊

基于WinCC V7.2與S7-1200/1500 PLC通訊步驟介紹

S7-1200如何創(chuàng)建AT覆蓋變量
關于S7-1200或S7-1500 PLC的通信
WinCC與 S7-1200/S7-1500 PLC之間的通信解析
S7-1200 PLC仿真功能
SIMATIC S7-1200/1500編程指南

談談S7-1200/1500系列PLC優(yōu)化塊訪問的功能






 工商網監(jiān)
工商網監(jiān)

評論