") 數(shù)控折彎機工作原理和使用方法詳解
數(shù)控折彎機工作原理和使用方法詳解
本文主要介紹的是數(shù)控折彎機的工作原理及使用方法,首先介紹了數(shù)控折彎機開機前要做的準(zhǔn)備及開機的操作步驟教程,其次介紹了他的工作原理及關(guān)機步驟,最后闡述了如何保養(yǎng)及維護數(shù)控折彎機,具體的跟隨小編一起來了解一下吧。
數(shù)控折彎機工作原理和使用方法
數(shù)控折彎機模具包括支架、工作臺和夾緊板,使用時由導(dǎo)線對線圈通電,通電后對壓板產(chǎn)生引力,從而實現(xiàn)對壓板和底座之間薄板的夾持。由于采用了電磁力夾持,使得壓板可以做成多種工件要求,而且可對有側(cè)壁的工件進行加工,操作上也十分簡便。按普通的液壓數(shù)控折彎機模具加工Q235板料來做簡單介紹:
1、首先是接通電源,在控制面板上打開開關(guān),再啟動油泵,這樣你就聽到油泵的轉(zhuǎn)動聲音了(此時機器不動作)。
開機前準(zhǔn)備
1.導(dǎo)軌、后擋料等其它集中供油的運動部件要定期加油;
2.檢查模具清潔及損壞程度,發(fā)現(xiàn)異常及時處理;
3.檢查后擋料平行度及驅(qū)動帶張緊程度。
開機步驟教程
1.按照操作步驟進行,正確地操作機床;
2.機床加工運行時,發(fā)生非正常情況要立即停止檢查,參考《培訓(xùn)手冊》中的相關(guān)排除方法排除故障;
3.機床運行時若發(fā)生報警而停機,應(yīng)區(qū)別對待,不可盲目運行,以免損壞機床;
4.新執(zhí)行的程序,第一件工件一定要按圖紙檢查,以免批量錯誤;
5.折彎過程中發(fā)現(xiàn)模具出現(xiàn)異常情況要及時停機檢查;
6.經(jīng)常檢查X軸實際位置和檢測值是否相符,若有偏差及時調(diào)整。
2、行程調(diào)節(jié),使用必須要注意調(diào)節(jié)行程,在折彎前一定要測試。它的上模下行至最底部時必須保證有一個板厚的間隙。否則會對模具機器造成損壞。行程的調(diào)節(jié)也是有電動快速調(diào)整。
3、折彎槽口選擇,一般要選擇板厚的8倍寬度的槽口。如折彎4mm的板料,需選擇32左右的槽口。
4、后擋料調(diào)整一般都有電動快速調(diào)整和手動微調(diào),方法同剪板機。
5、踩下腳踏開關(guān)開始折彎,數(shù)控折彎機模具與剪板機不同,可以隨時松開,松開腳便停下,在踩繼續(xù)下行。塑料數(shù)控折彎機模具,塑料折邊機,塑料板數(shù)控折彎機模具,塑料板材折彎塑料板材直接折彎,不需拼接,不需開槽,不需用焊條,它的折角外表美觀不漏水,它將手工焊接轉(zhuǎn)變成全自動的機器操作,提高了質(zhì)量,提高了勞動效率,降低了勞動成本,大縮短了產(chǎn)品的生產(chǎn)周期。全自動塑料折角機屬電氣一體化全自動機械設(shè)備。
根據(jù)塑料板加熱變軟熔化焊接的原理研制而成,它適合所有熱塑性材料的折角。速度快,折角處理表面美觀,強度高。液壓剪板機又分為擺式與閘式。擺式活性炭由于是圓弧運動,而圓弧刀片制作又相當(dāng)困難,一般是用刀片之后做墊鐵補償,所以所得出的間隙并不精確,剪出來的板料也不是很理想。因為是弧形運動,其刀片也不能做成矩形,而應(yīng)做成銳角,所以刀片的受力情況也不理想,刀片損傷也較厲害。做擺式剪板機國內(nèi)代表為天水機床廠與沖剪機床廠。閘式液壓剪板機就克服了以上所有毛病。但目前國內(nèi)廠家能做閘式剪板機的并不多。相對于剪板機,數(shù)控折彎機模具的技術(shù)含量要稍為高一點。
目前國內(nèi)常見的有G形的與F形的,F(xiàn)形的應(yīng)該是國內(nèi)的傳統(tǒng)產(chǎn)品,其采用是內(nèi)置式可調(diào)機械擋塊定位,由于是內(nèi)置式其抗偏載能力相當(dāng)弱,故有黃石在早期數(shù)控折彎機模具中設(shè)有平衡閥,但也由于液壓,過繁雜,給后期維護與穩(wěn)定帶來很嚴(yán)重的問題。后一種是在F型機型改進之后的G型,其采用外滑板機械定位,較之F型其更為簡單,調(diào)試更為方便,即使在兩邊角度相差的情況之下也可以由非專業(yè)人士加墊片得以解除問題。
現(xiàn)在還有一種就是H型數(shù)控折彎機模具,其結(jié)構(gòu)較之前兩種有很大不同,其為杠桿式結(jié)構(gòu),一般用于大噸位數(shù)控折彎機模具,通過杠桿放大原理,把力放大。同時其采用電\液\數(shù)結(jié)合的位置控制,使其在同噸位的數(shù)控折彎機模具上性價比尤高。但是國內(nèi)能夠生產(chǎn)此種機型的廠家并不多,數(shù)控液壓板料數(shù)控折彎機模具床的主要特點:WC67K型數(shù)控折彎機模具,采用鋼板焊接結(jié)構(gòu),振動時效消除應(yīng)力,機床具有很好的剛性和穩(wěn)定性,整個機架剛性好,工作平穩(wěn)、安全可靠、操作方便,通過數(shù)控折彎機模具數(shù)控系統(tǒng)和液壓系統(tǒng)的協(xié)調(diào)控制,達到理想的折彎效果。
機床的主成部分及結(jié)構(gòu)說明:
1、滑塊部分:采用液壓傳動,滑塊部分由滑塊、油缸及機械擋塊微調(diào)結(jié)構(gòu)組成。左右油缸固定在機架上,通過液壓使活塞(桿)帶動滑塊上下運動,機械擋塊由數(shù)控系統(tǒng)控制調(diào)節(jié)數(shù)值。
2、工作臺部分:由按鈕盒操縱,使電動機帶動擋料架前后移動,并由數(shù)控系統(tǒng)控制移動的距離,其最小讀數(shù)為0.01毫米(前后位置均有行程開關(guān)限位)。
3、同步系統(tǒng):該機由扭軸、擺臂、關(guān)節(jié)軸承等組成的機械同步機構(gòu),結(jié)構(gòu)簡單,性能穩(wěn)定可靠,同步精度高。機械擋塊由電機調(diào)節(jié),數(shù)控系統(tǒng)控制數(shù)值。
4、擋料機構(gòu):擋料采用電機傳動,通過鏈操帶動兩絲桿同步移動,數(shù)控系統(tǒng)控制擋料尺寸。激光加工系統(tǒng)與計算機數(shù)控技術(shù)相結(jié)合可構(gòu)成高效自動化加工設(shè)備,為優(yōu)質(zhì)、高效和低成本的加工生產(chǎn)開辟了廣闊的前景。而激光內(nèi)雕機正是將激光技術(shù)和計算機技術(shù)結(jié)合起來的高新一體化新型激光外設(shè)加工設(shè)備。激光雕刻機采用高性能的激光和數(shù)控技術(shù),通過自主研制的光學(xué)系統(tǒng)、控制系統(tǒng)和計算機軟件,在水晶、玻璃內(nèi)實現(xiàn)叁維動態(tài)精密激光雕刻,解決了雕刻速度慢、系統(tǒng)工作不穩(wěn)定、丟激光點,對圖像和文字處理軟件功能不全、使用計算機接口控制卡、激光爆炸點不均勻、自動控制裝置不盡完善、設(shè)備性價比低等問題。全面提高了系統(tǒng)的效率、精度、可維護性、通用性和安全性。水晶玻璃內(nèi)雕作品在色彩上變得更為豐富是必然的。利用水晶玻璃工藝品的內(nèi)雕部分對光線具有較強的反射、折射作用,而空白部分對光線具有較好的通透性能的光學(xué)原理,由微控制電路按照叁基色調(diào)色板原理,分別控制幾種色彩的燈,在“內(nèi)雕”圖像上混色,變化出多種絢麗的色彩,從而使塬本白色的內(nèi)雕圖像呈現(xiàn)出五彩繽紛、光彩奪目的效果。
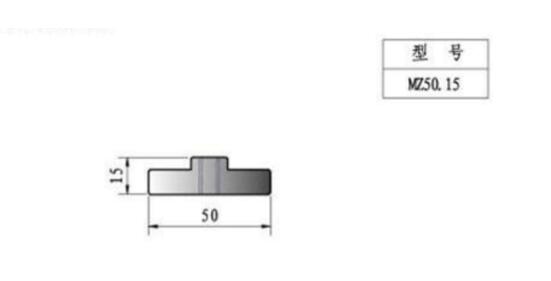
2V下模用導(dǎo)軌
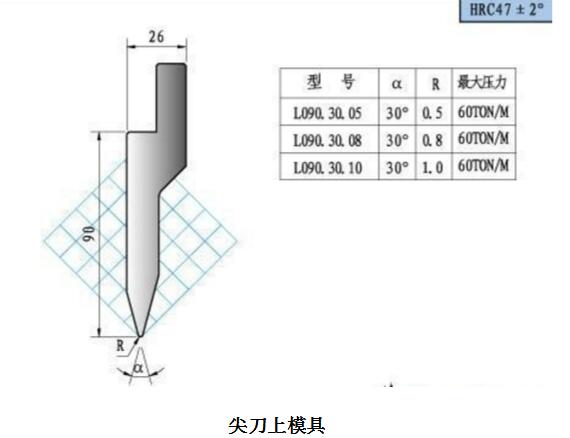
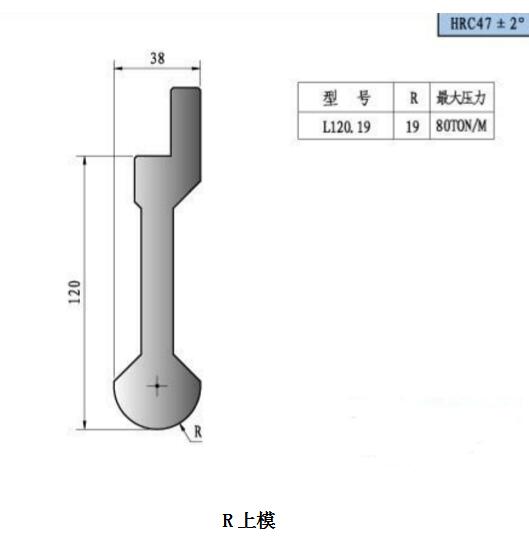
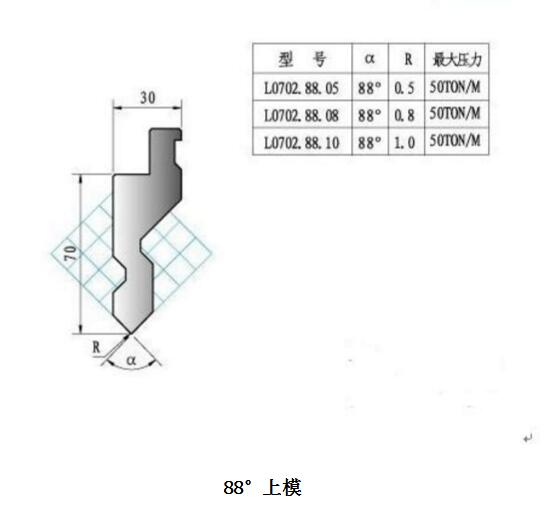
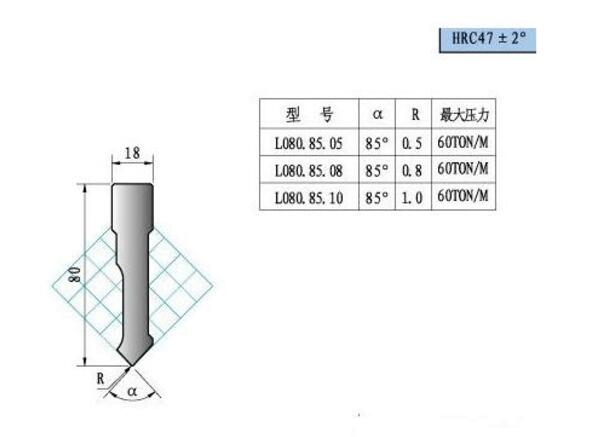
上模具
數(shù)控折彎機工作原理
叁點式數(shù)控折彎機模具工作原理,凹模入口處園角與模芯表面組成A、B、C叁點,由這叁點確定工件折彎角度α,其中C點受力最大,它與材料回彈量α角正確與否有直接關(guān)系,如上圖只要改變模芯“距離”的大小,可獲得不同的折彎角度,角度控制是在支座上裝一表盤,再在模芯上裝上拐臂帶動指針在表盤上顯示出來,其特點是角度控制操作簡單直觀,無需專用模具便可折彎不同角度的母線,其折彎屬強制性折彎,并能提高折彎精度。
一種裝置活動刀模夾的折彎剪板機、數(shù)控折彎機模具與傳統(tǒng)數(shù)控折彎機模具的區(qū)別是在滑動上梁裝置了一個活動刀模夾,在活動刀模夾上同時裝有折彎模和剪板刀或者同時裝有兩種折彎模,在活動刀模夾上裝折彎模和剪板刀的稱折彎剪板機;在活動刀模夾上裝兩種都是折彎模的稱數(shù)控折彎機模具。折彎剪板機使用時控制推動活動刀模夾轉(zhuǎn)動到相應(yīng)的位置就可變換成折彎功能或剪板功能;數(shù)控折彎機模具使用時推動活動刀模夾轉(zhuǎn)動到相應(yīng)的位置就可變換成薄板折彎模折彎功能或厚板折彎模折彎功能。折彎剪板機的操作使用與單一的數(shù)控折彎機模具或單一的剪板機一樣方便,制造材料卻大幅減少;數(shù)控折彎機模具換模快,使用非常方便。
關(guān)機步驟教程
1.滑塊移動到下死點后,后擋料移至參考點之前,關(guān)主電機,再關(guān)主電源;
2.清理工作臺機身處的廢料;
3.機身擦拭干凈;
4.檢查上、下模的情況,及時清理、上油,確保處于最佳工作狀況;
5.每日檢查機床可能發(fā)生泄漏或松張連接部分;
6.每日檢查油位,當(dāng)滑塊處于上死點位置時,油料加至油標(biāo)中部位置,如果不足及時加足液壓油;
7.每周擦拭導(dǎo)軌、絲杠等運動部件并上好潤滑油;
8.每月檢查電氣柜內(nèi)元器件上的灰塵,保持電柜內(nèi)干燥、無塵;
9.每月清理散熱風(fēng)扇灰塵、清洗濾網(wǎng);
10.每天檢查液壓泵工作情況,工作200小時后,清洗濾芯,以后每隔6個月或1000個工作小時更換濾芯,一年更換一次液壓油;
11.清理現(xiàn)場,保持工作現(xiàn)場的整潔
數(shù)控折彎機的保養(yǎng)與維護
1、液壓油路
1)每周檢查油箱油位,如進行液壓系統(tǒng)維修后也應(yīng)檢查,油位低于油窗應(yīng)加注液壓油;
2)本機所用液壓油為ISO HM46或MOBIL DTE25;
3)新機工作2000小時后應(yīng)換油,以后每工作4000~6000小時后應(yīng)換油,每次換油,應(yīng)清洗油箱;
4)系統(tǒng)油溫應(yīng)在35℃~60℃之間,不得超過70℃,如過高會導(dǎo)致油質(zhì)及配件的變質(zhì)損壞。
2、過濾器
1)每次換油時,過濾器應(yīng)更換或徹底清洗;
2)機床有相關(guān)報警或油質(zhì)不干凈等其它過濾器異常,應(yīng)更換;
3)油箱上的空氣過濾器,每3個月進行檢查清洗,最好1年更換。
3、液壓部件
1)每月清潔液壓部件(基板、閥、電機、泵、油管等),防止臟物進入系統(tǒng),不能使用清潔劑;
2)新機使用一個月后,檢查各油管彎曲處有無變形,如有異常應(yīng)予更換,使用兩個月后,應(yīng)緊固所有配件的連接處,進行此項工作時應(yīng)關(guān)機,系統(tǒng)無壓力。
發(fā)布評論請先 登錄
相關(guān)推薦
DM51 DELEM折彎機數(shù)控系統(tǒng)
有刷直流電機工作原理詳解 相關(guān)資料分享

信捷產(chǎn)品在折彎機系統(tǒng)中的應(yīng)用
折彎機遠程監(jiān)控系統(tǒng)
一文解析CA500伺服系統(tǒng)在數(shù)控折彎機上的應(yīng)用

在金屬成形折彎細(xì)分領(lǐng)域,埃斯頓折彎機器人已經(jīng)成為行業(yè)首選
液壓折彎機效果好不好都靠沖壓模具起作用!
折彎機如何實現(xiàn)折彎效果
GTE-XM折彎機激光保護裝置的工作原理






 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論