 一種基于光學法的油液磨粒在線監測方法
一種基于光學法的油液磨粒在線監測方法
針對現有機械磨損監測方法的不足,提出一種基于光學法的油液磨粒在線監測系統的設計方案,實現了對復雜環境下齒輪箱或液壓設備內部磨損的檢測,提高了磨損顆粒的檢測范圍,降低了在線磨損監測成本;提出了一種圖像采集處理器的設計方案,實現了對高清面陣相機圖像的采集、處理和傳輸。以Freescale的I.MX6Q為核心設計了圖像采集處理器的硬件電路。在嵌入式Linux環境上,基于OpenCV設計了圖像采集處理器的軟件,實現對面陣相機采集的圖像的處理。實驗表明,該圖像采集處理器可實現在線磨粒圖像采集、處理及無線傳輸功能,可用于惡劣工作環境下的油液檢測、故障預測和診斷。
0 引言
磨損是導致各類機械設備工作異常和失效最常見的故障形式和緣由[1]。根據大量統計結果表明,近80%的機械故障是因設備運行磨損及潤滑失效導致的。潤滑系統和液壓系統中的油液如同人的血液一樣,蘊含有豐富的設備工況信息,懸浮于其中的磨粒能最大限度反映機械系統內部磨損程度,能夠為設備故障和視情維修提供寶貴依據、消除安全隱患,避免現場發生重大生產安全事故。因此對油液中磨粒的檢測至關重要[2]。
磨粒檢測依據光學、電學和磁場理論等不同工作原理可實現不同檢測方法,但傳統檢測方法都有諸多不足,如光譜法只能測量小于10 μm的磨粒,且設備一般較昂貴;顆粒計數法在使用一段時間后需校準,校準成本較高;磁塞法對非磁性材料無效;工程上使用較多的鐵譜法又因太依靠測試人員肉眼判斷,容易因主觀判斷和視覺疲勞造成判斷錯誤;電感法雖然可用于在線式,但一般只能檢測尺寸大于100 μm的較大磨粒[3]。然而能表征機械摩擦副嚴重磨損失效的磨粒尺寸一般較小,只有10 μm左右[4]。近年來如文獻[5]等雖然多有提出基于其他工作原理的磨粒檢測方法,但因其都是使用計算機或者工控機和其他多種傳感器,不僅成本較高,而且體積龐大,只能獲得磨粒數量和尺寸,無法得到磨粒形貌從而無法確定其類型,且產品多用于實驗室檢測,在諸如風機檢測等偏遠、人少、惡劣工業現場中,無法做到實時在線監測,進而無法及時獲取到磨粒產生的數量和大小變化趨勢,難以及時準確對工況做出評判。
為解決以上檢測方法的不足,本文提出一種基于光學法的油液磨粒在線監測方法。本方法使用嵌入式、圖像處理和數據無線傳輸等技術,以Contex-A9為內核的 IMX6Q 作為硬件平臺,依托視覺庫OpenCV,用SIM800C無線模塊遠程上傳數據,完成油液磨粒的在線監測,從而彌補傳統油液磨粒檢測方法在復雜工業現場環境中因檢測尺寸范圍不足和檢測時間滯后帶來的不便,使得能根據磨粒驟升趨勢及時做出預警。
1 系統整體結構
如圖1所示,本系統由油樣及光路、圖像采集及處理和數據傳輸三個子系統組成。

油液磨粒圖像監測系統的油樣及光路子系統負責從主油路上分流出供圖像采集設備采集的油樣樣本。在主控芯片的控制下,從油液主過濾系統前的主油路上經分流元件和蠕動泵流入精密油池。使用背光源照射,將磨粒形貌投影到下一子系統的CMOS面陣上。
圖像采集及處理子系統中,使用以ARM為核心的處理器,通過程序控制繼電器進一步控制蠕動泵啟動,從而控制油樣的采集;背光源照射的磨粒經微距成像透鏡放大后成像到CMOS上,通過USB2.0數據線將采集到的圖像輸送到圖像采集處理子系統中;通過程序處理采集到的圖像,得到油液中磨粒的諸多特征量。
數據傳輸子系統中,無線模塊通過串口與ARM通信,將ARM采集到的磨粒特征量以無線的方式發送至上位機,在上位機端接收、制表及顯示油液反映的設備工作狀態,必要時發出提醒換油、停機和檢修等警報。
2 系統硬件組成
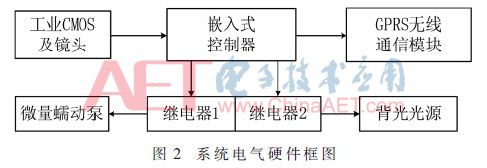
系統硬件電路框圖如圖2所示,主要由主控制芯片、工業鏡頭及相機、繼電器和無線通信模塊等組成。
2.1 圖像處理硬件電路框圖
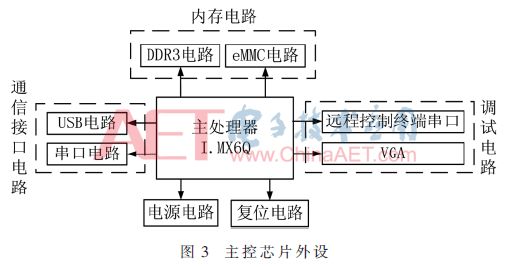
圖像采集處理器由主處理器、通信接口電路、內存電路和調試電路組成,其框圖如圖3所示。其中DDR3電路用于數據運算,eMMC電路用于數據存儲;通信接口電路通過USB和串口使主處理器與外部相機和無線模塊建立連接,實現主處理器與外部設備的通信;調試電路用于軟件的燒錄和調試階段的顯示。選用Freescale公司的I.MX6Q芯片作為圖像采集處理器的主處理器芯片,其片上資源豐富,主頻高,滿足嵌入式圖像處理要求。
2.2 數據通信硬件電路框圖
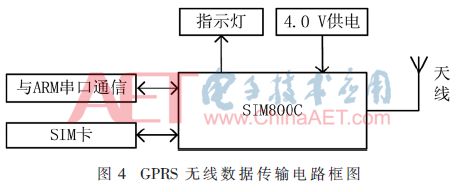
數據的無線傳輸框圖如圖4所示。其中GPRS無線通信模塊選擇SIMCOM公司的工業級四頻段的SIM800C進行遠程數據傳輸,該芯片尺寸小、功耗低,可以準確實現數據無線傳輸。芯片電流峰值瞬間可達2 A,為保證無線通信模塊穩定運行,輸入電壓要穩定在4.0 V。其LDO供電電路如圖5所示。

3 系統軟件設計
系統軟件主要由圖像處理程序、GPRS通信程序和上位機顯示組成。
嵌入式油液磨粒檢測程序是基于視覺庫OpenCV,運行環境為ARM-Linux的嵌入式操作系統,最終實現油液磨粒圖像自動采集、處理和特征量無線上傳等操作。在系統初始化后判斷是否即刻開啟蠕動泵和背光光源,當判斷為N時繼續等待,當判斷為Y時開啟繼電器從而開啟蠕動泵和背光光源,使得從主油路上以on-line的形式采集油樣,延時一段時間后當油液充滿油池時關閉繼電器,工業相機采集油液圖像并傳輸至ARM端,完成這一幀磨粒圖像的處理,最后將數據以無線形式發送至上位機。其程序流程圖如圖6所示。

3.1 計算機視覺庫OpenCV
OpenCV是由Intel公司提倡和參與開發的一款算法成熟可靠、可在Windows/Linux/Mac端的操作系統上運行的跨平臺的計算機視覺庫[6]。通過安裝對應交叉編譯器,對源碼包、依賴庫進行配置和編譯,實現該視覺庫的移植。考慮系統的運行穩定性,本文選擇的版本為OpenCV2.4.8。
3.2 磨粒圖像采集及處理
帶有磨粒信息的油液樣本在背光源的作用下投影到CMOS上,利用在Linux上的V4L2視頻內核驅動,實現對油液磨粒圖像的采集。
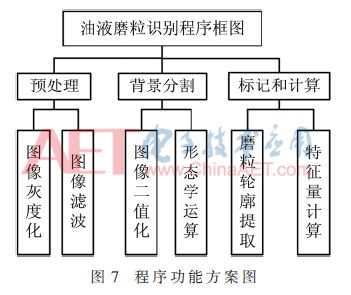
在圖像采集完成后,以ARM為核心的嵌入式硬件平臺實現對磨粒圖像的預處理、背景分割和特征量計算。其程序功能方案如圖7所示。
3.2.1 圖像濾波
均值濾波算法簡單運算快,但是會導致圖像模糊,只能減弱噪聲而無法有效濾除噪聲。高斯濾波用于消除高斯噪聲,但是仍會使圖像模糊,在拍攝時盡量使視場內明亮且亮度均勻,可有效降低高斯噪聲的產生。根據油液磨粒圖像實際情況選擇中值濾波,其基本思想是利用某一像素點的一定鄰域范圍內的中值來代替原值,不僅能消除孤立噪聲點,還可以最大限度保留邊緣細節。
3.2.2 二值化
為準確從油液背景中分離出磨粒,需在輪廓提取前對預處理過的圖像進行二值化以分離目標和背景。通常的做法是選定一個固定的閾值T,因油液磨粒中目標物體較油液背景的灰度值小,故可將大于T的像素灰度值設為255,將小于T的像素灰度值設為0。但該閾值需要人為主觀確定,易將目標物體錯劃分成背景。
OTSU(大津法)閾值分割算法能夠自動確定閾值。其基本思想是根據圖像的灰度特性,將圖像按類間距離極大準則分成目標和背景兩個部分[7]。本文即使用OTSU算法。
3.2.3 形態學運算去噪
對圖像進行二值化后,磨粒邊緣會有輕微的缺損,磨粒內部甚至會有微小的空隙,通過對二值圖進行形態學開運算,不僅能夠實現對單像素級別噪聲的消除,還能在纖細點處分離目標磨粒;對二值圖進行形態學閉運算,能夠消除因二值化導致的磨粒內部小型孔洞。兩種形態學操作能夠在不改變磨粒形狀和面積的情況下,實現對二值化圖像的平滑處理。運算效果如圖8和圖9所示。


3.3 無線通信
ARM處理完成后的磨粒圖像數據利用無線模塊發送至上位機完成繪圖制表和故障預警。利用TCP/IP協議和AT指令,實現數據的可靠傳輸。
3.4 上位機軟件
上位機端采用QT編制界面,實現對嵌入式平臺上傳數據的統計處理工作。
4 實驗驗證
在完成嵌入式硬件調試和Windows系統端程序調試后,將程序代碼進行交叉編譯,生成可在ARM-Linux上運行的可執行文件,再將該可執行文件燒錄到ARM上,進行嵌入式平臺的磨粒圖像檢測。
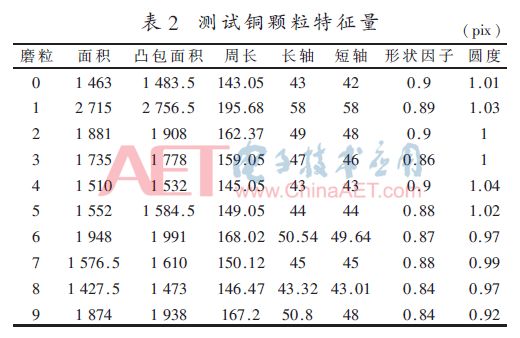
實驗采用500萬像素的相機拍攝一幀圖像為2 592×1 944、彩色.bmp格式的油液銅顆粒圖像,經對處理后的圖像和特征量比較發現,ARM端與PC端處理效果一致。其中處理效果如圖10、圖11所示。在軟件優化前程序運行時間如表1所示。其部分特征量如表2所示。
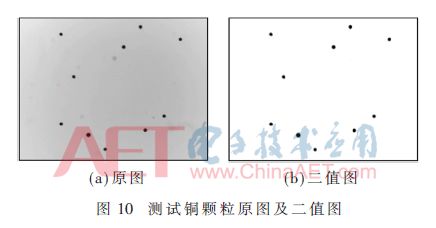


根據對小磨粒圖像多次測試,發現對尺寸大于5 μm的磨粒能實現記數功能,對尺寸大于20 μm的磨粒能實現統計其輪廓和特征量功能,該范圍滿足工業現場要求。
5 結論
按照以上硬件系統搭建電路并且燒寫軟件程序,通過實驗驗證得出,該系統能夠實現基于光學法的油液磨粒檢測,能夠穩定快速準確得出油液中磨粒基本特征量,為將來依據此類特征量實現基于機器學習的磨粒分類提供了基礎準備。
-
嵌入式
+關注
關注
5082文章
19126瀏覽量
305258 -
圖像采集
+關注
關注
2文章
300瀏覽量
41280 -
數據傳輸
+關注
關注
9文章
1894瀏覽量
64607
原文標題:【學術論文】基于光學法的油液磨粒在線監測系統設計
文章出處:【微信號:ChinaAET,微信公眾號:電子技術應用ChinaAET】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
【FireBLE申請】油液磨粒在線監測系統
油液分析技術怎么監測飛機的安全?
超聲磨粒監測傳感器設計研究
一種磨粒在線監測傳感器的設計及其特性分析
全流量在線磨粒靜電監測方法

軟固結磨粒群接觸力分析
大渦數值模擬的磨粒流流場分析

普洛帝在線油液綜合監測系統在電子半導體行業的應用

在線監測油液污染度等級的必要性






 工商網監
工商網監
評論