 采用MCS-51單片機實現CCD信號高速數據同步采集系統設計
采用MCS-51單片機實現CCD信號高速數據同步采集系統設計
在工業生產和科學實驗中,常常會遇到尺寸在一毫米以內的狹縫或細絲直徑的測量或定位問題。傳統的測量方法是使用精密的量具進行測量,這些測量或定位方法速度慢、誤差大,應用范圍受到限制。采用CCD成像方法定位或測量細絲直徑具有測量精度高、速度快、使用方便、易與計算機相連從而實現自動化監控等優點。
雙路CCD高精度線紋位置實時監控系統是西安應用光學研究所六室研制的非接觸線紋在線定位測量儀器,能夠完成大迭紙鈔裁切之前的精確定位,配置一定的裁切工具,可實現紙鈔的自動切割。儀器可安裝在裁切機處,在下刀之前對大張鈔票的定位線的位置進行精確、實時、非接觸測量,并實時顯示測試的位置偏差結果;同時可將“正確”與“錯誤”的狀態信息傳送到上端PLC控制器,從而進行正確的操作。該系統具有方便的零位修正和絕對尺寸定標功能,并具有修正量值保存和系統自檢保護等功能,可廣泛應用于造紙廠、印鈔廠、布匹廠等需精度定位的場合,亦可應用于細絲直徑、線紋量具的在線測量等領域。
1 工作原理
雙路CCD高精度線紋測量實時監控系統主要由雙路CCD攝像頭及光源和電路箱等幾部分組成,系統的功能模塊框圖如圖1所示。

系統采用日本東芝公司的TCD142D(2048位)線陣CCD器件作為探測元件。光源均勻地照射在被測紙張的定位線處,定位線經光學系統按一定倍率成像在CCD器件的光敏面上,入射光子被排列成一排的光敏單元吸收,同時產生一定數量的光生電荷,在光積分期間,這些光生電荷被存儲在彼此隔離的相應像元的勢阱中。在電荷轉移期間,各個像元中的光生電荷按奇偶數分配,同時轉移到設置在像元上下兩側的移位寄存器中,然后在傳輸脈沖的控制下,依次轉移到輸出端,因而在光敏面上形成了線紋的影像,實現了對被測目標的一維掃描和信號讀出。CCD輸出信號大小與照射光強成正比,影像部分像元輸出信號電壓幅度較小,非影像部分像元輸出電壓幅度較大,因此線紋在CCD輸出信號中形成了一個楔形的凹陷波形,只要統計出楔形在整個CCD輸出信號波形中所占的單元數及其相對位置,就可得出紙張的位置是否發生了移動及其相對位移量。如在誤差范圍之內則通知上位機可以控制切刀下刀,否則通知上位機不能下刀并顯示誤差,由工作人員進行調整直至使紙張位置正確。整個過程中系統實時測量并顯示誤差,正確后顯示“0000”,工作人員按確認鍵后系統會立即通知上位機可以下刀。系統各模塊的參數如表1所示。
表1 系統模塊參數表
序號項 目參 數
1CCD攝像頭采用2048元線陣CCD,配光學放大鏡頭(f=50mm)
2照明光源模塊鹵鎢燈,加裝漫反射鏡,帶方位俯仰調節
5電源轉換模塊24V→5V15W;24V→±12V3W;電源變換器
6參數輸入模塊薄膜觸摸鍵盤
7狀態信息模塊5V→24V(“1”);0V(“0”)狀態,光電隔離電壓變換電路
8計算處理軟件高速數據采集、數據分析計算、邊沿提取等
9校零位和定標模塊采用標準件和校準軟件相結合的辦法,附加帶電存儲器,記憶零位和定標系數等參量
10幾何尺
寸主控箱235mm×185mm×56mm
CCD攝像頭83mm×90mm×56mm
光學鏡頭45×1200mm×56mm
電纜線3m×33
11重量2Kg
12電源24V/30W
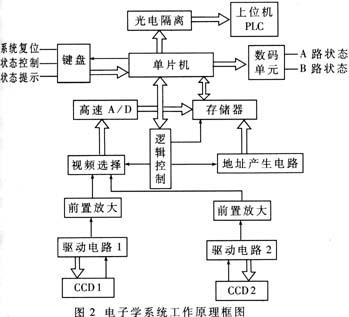
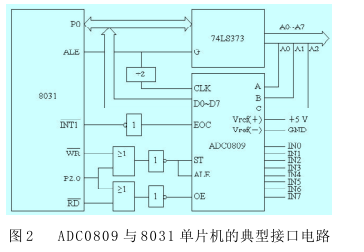
2 硬件設計
電子學系統主要由CCD驅動電路、高速A/D轉換電路、快速存儲電路、89C52單片機系統、鍵盤輸入電路、數碼顯示電路和電源電路等部分組成。其功能框圖如圖2所示。
在各部分電路中,最重要的是數據的快速存儲電路,如圖3所示。顯然,對線紋的定位即對紙張的定位已變為求線紋影像部分占多少個有效的RAM單元及這些單元在RAM中的起始地址和結束地址的問題。
3 軟件設計
雙路CCD高精度線紋測量實時監控系統的軟件流程如圖4所示。
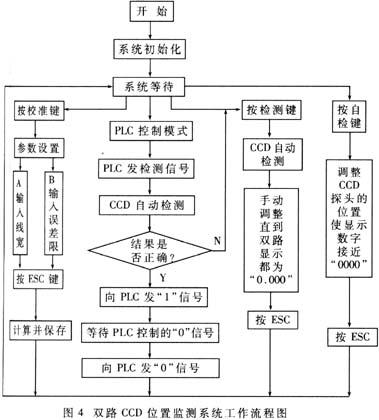
由于系統用于在線測量,探測裝置安裝于切裁器械上,每次下刀時都有一定的震動,機械結構的加工裝配難免存在一定的誤差,照明光源的不完全均勻,都可影響系統的測量精度。為保證系統的精確穩定、使用方便,在軟件上采取了如下主要措施:
(1)系統定標
當系統的工作距離確定之后,為了用目標像所占的像元數N確定目標的實際尺寸,需在正式測量之前對系統進行定標。定標的方法應為:先將一已知尺寸的標準模塊置于被測目標位置,然后通過讀出數字量確定該模塊的像所占CCD像元數,由此可得到目標在系統CCD成像的一個比例系數K。
通常把K值存入計算機中,在對目標進行連續測量時,可隨時通過軟件計算出目標的實際尺寸。此種方法簡單明了,但由于其中未考慮系統誤差的影響,因此測量精度不高。為了在實測值中去除系統誤差,可采用二次標定法來確定系統中的比例系數K。
若設系統誤差為b,則被測物體的實際尺寸X與其相應成像像元數Y之間有:X=KY+b,因此可采取兩次標定以確定K和b值。
采取以上的二次標定法測得K和b值后,即可清除系統誤差對測量精度的影響。應當注意的是,以上兩種標定法只考慮了系統在相對靜態測量時的標定。對于動態在線測量,還應根據實際情況采取計算機矯正法來提高測量精度。
(2)有效的邊沿提取
要確定紋線影像范圍,就要確定一個閾值,此閾值是線紋在CCD上所成影像的輸出信號最大值與最小值的平均值。從RAM中讀取出的數據值在閾值之下的,該數據所在單元計入線紋范圍之內,否則不計入。顯然此值隨照明光線的強弱變化而變化,不是一個定值。不采用固定的閾值,而是每次采樣都統計出一個隨照射光強和外部環境影響變化的閾值作為影像邊沿的起始點和結束點,這樣可以有效地將影像范圍確定,避免因光強變化引起的誤差。
(3)毛刺噪聲的剔除
理想情況下,由A/D轉換的模擬信號應只有線紋處的電平較低,其他部分較高,且上升、下降沿很陡。由于CCD探測元件和A/D轉換器的靈敏度和精度都很高,因此很容易將視頻信號中摻雜的噪聲也一起轉換出來,如圖5所示。
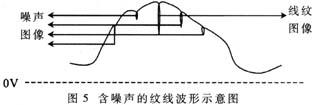
除了硬件中采取抗干擾措施外,還有必要利用軟件進行毛刺噪聲的剔除。因為有用信號所造成的圖像楔形部分一定比干擾信號造成的楔形圖像幅度差大得多,因此采取的辦法是將整個波形中各個毛刺的最大幅度與最小幅度之差進行比較,其中最大的一個,就是我們所要尋找的線紋。 整個系統的位置測量精度達±9μm,測量范圍在相對零位時為±5mm,采樣速率CCD幀頻可達100Hz,即204.8kHz的采樣率。整個程序包括系統自檢、數據采樣、處理,耗時約350ms,可完成零位校準、尺寸定標、誤差限值的自動保存等多項校準功能。
-
單片機
+關注
關注
6037文章
44558瀏覽量
635356 -
攝像頭
+關注
關注
60文章
4841瀏覽量
95704 -
采集系統
+關注
關注
0文章
169瀏覽量
20623
發布評論請先 登錄
相關推薦
mcs-51單片機應用教程
MCS-51單片機應用設計

關于MSP430和MCS_51單片機在數據采集中的應用比較





 工商網監
工商網監
評論