 基于ProfiBus現場總線在造紙廠堿回收車間的應用研究
基于ProfiBus現場總線在造紙廠堿回收車間的應用研究
造紙工業的污染是世界上工業污染的主要來源之一,其中制漿造紙行業的污染負荷80%以上來自制漿黑液。若黑液不能得到有效治理,不僅嚴重污染了環境,而且造成了大量資源的浪費。堿回收是目前治理黑液最為有效和成熟的一種手段,它不僅能有效的回收黑液中的堿,而且利用黑液燃燒產生的熱量生產蒸汽,而蒸汽和堿又可回用于造紙行業其它生產工序。因此堿回收系統是解決制漿企業黑液污染和資源循環利用的不可缺少的部分,具有很好的環保和經濟效益。可見堿回收在制漿造紙行業具有十分重要的地位和意義。
堿回收車間一般分為蒸發、燃燒和苛化三個工段。新型堿回收系統被列為造紙工業若干重要前沿問題之一。
現場總線技術是目前正在興起的一種全新的控制技術。目前比較流行的現場總線技術主要有:Profibus、基金會現場總線FF等。Profibus是一種國際的、開放的、不依賴于生產廠商的總線標準。它由互相兼容的3部分組成:①ProfibusS2DP;主站和從站之間采用輪換查詢的方式通訊,用于設備級控制系統和分散式I/O的通訊;②Profibus2PA,電源和通訊數據通過總線并行傳輸,可使得傳感器和執行機構通過一根總線相連接,主要用于單元級和現場級通訊;③Profibus2FMS,用于車間級監控網絡,是一個令牌結構、實時多主站網絡。
本文簡要介紹了河南某造紙廠堿回收工段采用ProfiBus現場總線實施的計算機集散控制的控制方案。
1 、工藝流程及控制策略
蒸發工段的主要設備是蒸發器,蒸發器串聯組成蒸發站。本設計中所控制的蒸發站是典型的五體五效蒸發系統,除了蒸發器的相關控制外,還有一些輔助的蒸發設備,如板式降膜蒸發器、溫水槽、黑液槽罐、冷凝水閃蒸罐、液位罐等。系統控制的目標是保持出效濃黑液濃度的穩定、總有效溫差的穩定和冷凝水罐液位的穩定。一般可分為蒸汽子系統、黑液子系統和冷凝水系統。本工段的主要控制目標是保證出效黑液的濃度、穩定總有效溫度差和冷凝水系統的穩定。本工段設立包括各效蒸汽壓力和真空度在內的壓力測量環節11個,包括各效蒸發器黑液液位、冷凝水閃蒸罐和液位罐及黑液存放槽罐在內的液位測量環節17個,包括蒸汽、黑液溫度在內的溫度測量環節18個,包括蒸汽、黑液、清水在內的流量測量環節8個。
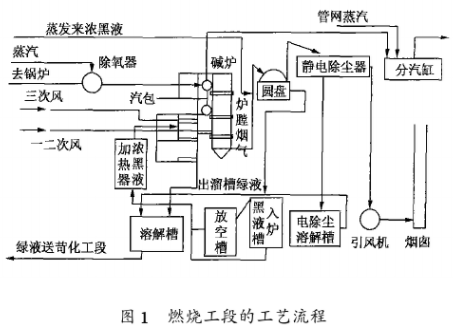
燃燒工段是利用煙氣和余熱進一步把蒸發工段帶來的濃黑液濃縮到65%~70%的濃度以供燃燒。它的主要設備是堿回收噴射鍋爐,其運行情況的好壞決定了整個工段的生產效率。其作用一方面是回收黑液中大量有機質(脫木素)的有效熱值,以產生蒸汽供全廠發電或造紙干燥之用;另一方面回收黑液中的無機堿鹽。本工段還包括其他一些配套設備,如空氣加熱器、圓盤蒸發器、靜電除塵器等。一般可分為黑液子系統、供風子系統、給水及蒸汽子系統和綠液子系統。在燃燒過程中,各系統三者互有關聯,在這里,首先要確定的是燃料/空氣的比率,適當的比率可獲得最好的鍋爐的效率,在本系統中,入爐黑液及空氣都有計量,因此在調試過程中,經過一段時間,就可得到合適的比例關系。引風量根據爐膛負壓進行調節,在上述其他二個參數變更時,引風量也必須作出反應,進行相應的調節。在本系統中,送風、引風都采用了變頻器,可以作精細的調節。本工段設置壓力測量環節17個、液位測量環節11個、溫度測量環節21個、流量測量環節8個。
苛化工段的主要設備是石灰消化提渣機和苛化器。輔助設備有白液澄清器、乳液澄清器、白泥洗劑器、真空過濾機、預掛過濾機等。本工段主要控制好綠液的濃度、流量和石灰加入量的配比以及苛化反應的時間和溫度。本工段設置壓力測量環節1個、液位測量環節10個、溫度測量環節12個、流量測量環節3個。
2、 系統硬件設計
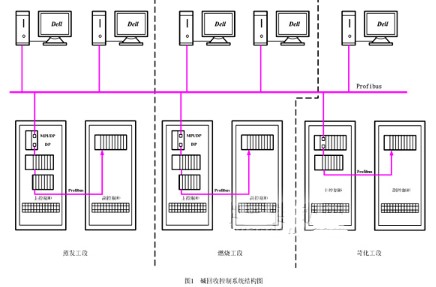
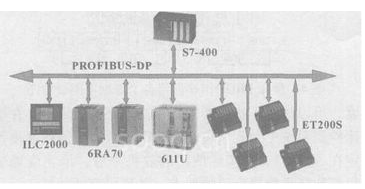
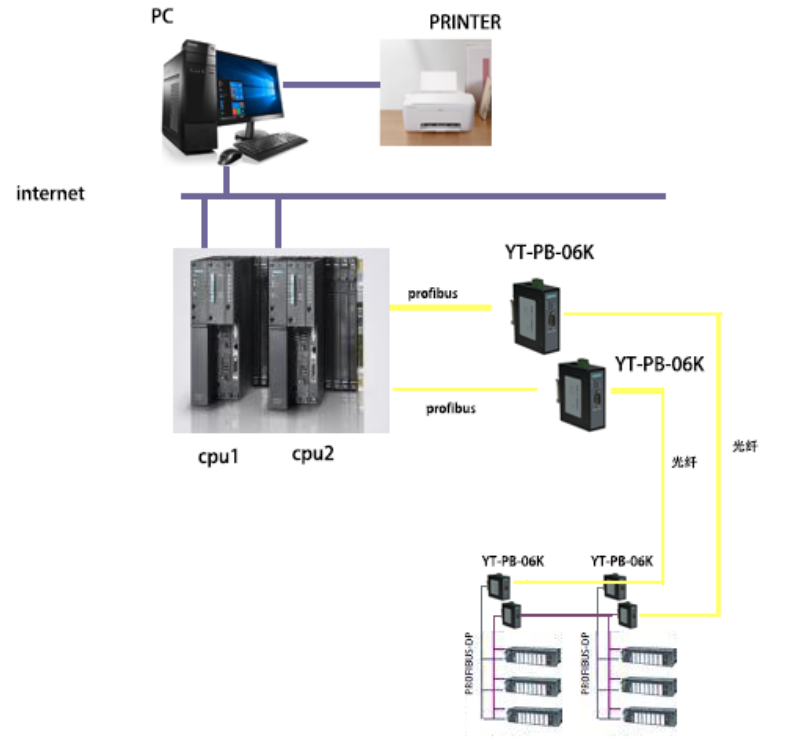
整個控制系統的框架由分布式過程控制裝置、操作管理單元和通信系統三部分組成。其結構如圖1所示。
(1)分布式過程控制裝置
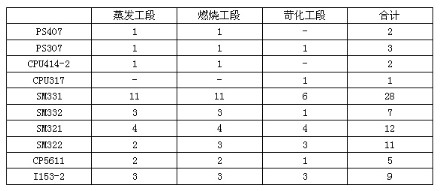
核心部分采用西門子S7-300/400系列模塊,包括CPU414-2DP、CPU315-2DP,電源PS407、PS307,通訊模塊CP443-1、CP343-1,ET200M,SM331,SM332,SM321,SM322模塊等。SM31模塊主要完成溫度、壓力、流量、液位以及系統中其他模擬量的數據采集。SM332模塊主要完成執行機構的模擬驅動信號輸出。SM321模塊主要完成系統中數字量輸入信號(如電機的狀態反饋、切斷閥閥位反饋等)的采集;SM322模塊主要完成系統中數字量信號的輸出(如電機的啟停、電動閥的開關驅動信號等)。具體模塊配置見表1。
表1西門子模塊配置表
(2)操作管理單元
工程師站由一臺DELL筆記本構成,編程平臺采用西門子Step7V5.3,主要完成數據采集、回路控制、連鎖控制、流量累計等的編程工作。
操作員站由5臺DELL工業控制計算機組成,其中蒸發工段和燃燒工段各分配2臺,苛化工段一臺。5臺計算機互為冗余,均可與三個CPU進行數據交換,在每臺電腦上都可實時監控整個堿回收各個工段的生產狀況,避免了各工段之間數據不能交換與顯示的盲區。組態軟件采用西門子WinCCV6.0SP1。
系統主要包括以下的功能畫面:
控制主畫面。控制主畫面按照流程的順序顯示各個控制環節的檢測值和設備的運行狀態。同時為每個控制回路設計了一個彈出式的控制面板,用戶在主畫面中點擊相應的控制環節就可彈出該控制回路的控制面板,操作員利用該面板進行現場的控制,包括設定值的改變,手動操作等。
歷史曲線顯示。系統對主要控制量都進行了歷史曲線的顯示,包括液位,流量,溫度,壓力等。
報警畫面。對于系統中出現的故障,系統會出現相應的報警信息。故障信息包括系統的硬件故障和軟件故障,硬件故障包括計算機同PLC間的通訊故障,電機無法啟動、DCS系統中的信號模塊故障等,軟件故障是由用戶定義的故障,包括檢測值超限,調節時間過長等。
參數集中顯示畫面。該畫面根據用戶的需要,以表格的形式集中顯示了重要的過程數據,便于用戶迅速地了解現場的運行情況。
參數設置畫面。該畫面只在工程師中設置,需要輸入口令方可進入。主要用于修改PID控制參數等重要參數。
報表打印畫面:該畫面提供了按班別累計生產流量并可隨時打印。
(3)通信系統
CPU414-2DP和CPU317各有兩個網絡通訊口,一個MPI/DP集成通訊口,一個DP專用通訊口。各工段CPU與各自的EM200M從站通過ProfiBus現場總線連接,接口為DP專用通訊口,通訊速率設為1.5Mbps。過程控制級與操作管理級之間也通過ProfiBus現場總線連接,接口為MPI/DP集成通訊口,組態為ProfiBus-DP通訊,通訊速率為1.5Mbps。每個CPU和ET200M從站都設立ProfiBus-DP站地址,注意每個都必須分配獨立的站地址,相互之間不能重復。每個操作管理站配備CP5611通訊卡,組態為ProfiBus-DP通訊,通訊速率為1.5Mbps,分配獨立的站地址。各工段的ProfiBus網絡和操作管理級之間的ProfiBus網絡屬于同一個網絡,但屬于不同的網段,因此工段內總線通訊問題不會影響其他工段的正常運行。通訊速率遠高于MPI(多點接口)網絡,利于數據的實時顯示。網絡通訊線采用西門子專用DP線,保證了系統的通訊速率和通訊距離。
除了上述主體硬件框架外,系統硬件部分還包括給每個工段子系統供電的穩壓電源和UPS,蒸發工段和燃燒工段均采用6KVA穩壓電源和6KVA/30min(有效負荷/有效供電時間)UPS,苛化工段采用3KVA穩壓電源和3KVA/30minUPS。對于電機的狀態反饋等數字量輸入信號,采用光電隔離器實現了現場信號與控制柜內信號的隔離,避免了現場異常干擾電壓影響西門子模塊的工作。對于普通數字量輸出信號,采用歐姆龍中間隔離器進行隔離;而對于電動閥開關的控制信號則采用零壓型(Z)SSR(固態繼電器)進行了隔離,消除了由于頻繁動作所引起的信號振蕩。
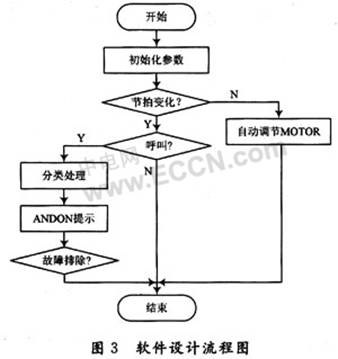
3 、系統軟件設計
針對堿回收工藝流程的特點,為每個工段編制采樣、濾波、PID控制、標度變換、報警、累計等子程序,由于結構化編程的方法具有程序結構層次清晰、部分程序通用化、標準化、易修改、簡化程序調試的優點,所以這里我們采用該方法編制控制程序。
下面對控制系統程序的各個基礎功能塊進行說明,通過在OB1、OB32、OB33、OB34、OB35(控制周期不同)等組織塊中調用這些基礎功能塊就構成了系統的控制程序。
1)采樣子程序:將模擬量輸入讀回并順序存入數據塊。其中模入模塊的起始地址,通道數,存儲數據塊的塊號以及數據在數據塊中的存儲位置是可變的,可在調用時確定。
2)濾波子程序:采樣部分對每個通道連續采樣8次,順序存放在數據塊中。對8次采樣值進行求平均操作。在調用時需要指定數據塊號、數據存放首地址、相鄰兩次采樣值在數據塊中的間隔。
3)PID控制程序:STEP7的程序庫中有通用的PID控制子程序,每一個子程序調用時必須為其指定一個背景數據塊,在被調用時,向邏輯塊傳遞參數值,在調用結束時,用來保存邏輯塊輸出的結果數據。
4)標度變換:模擬量輸入經過A/D轉換后,其數字化結果的標稱變化范圍為0-27648,而操作人員在進行設定給定值時,為了直觀,使用的是具體的數值,或者用百分比來表示。PID的采樣值有兩種形式:Word類型或Float類型,Word類型范圍為0-27648,但不直觀。因此,為了使給定值與測量值能夠做比較,就應該使測量值與設定值的標度一致,那么就需要進行標度變換。兩種標度的數值是一一對應的。
5)報警子程序:對模擬量進行超上限或超下限判斷,若有則置位超限標志,為防止超限標志輸出抖動,設置判斷死區。
6)流量累計子程序:為了考核各班效益,通常對重要流量(如進工段黑液流量等)要進行累計。對流量采樣信號進行時間積算,按照班別分別計入早班、中班、晚班,并累計當日總和、昨日總和及本月總和。
7)電機控制:對電機的起停控制,是系統最基本的控制應用。當準備信號就位時,可對電機直接進行啟停操作;當準備信號不到時,自動停止電機。電機電流過大時,電機報警。
每個工段根據本工段的實際情況,在調用子程序時賦予不同的參數值。對于燃燒工段上汽包液位的控制不能采用簡單的PID控制,一般采用三沖量控制。其中液位作為主沖量送調節器,而蒸汽和給水流量信號作為輔助沖量。當鍋爐系統處于物料平衡時,液位穩定,由于給水流量和蒸汽流量信號大小相等,引入加減器的正負號相反,而互相抵消,因此調節系統的控制信號沒有變化。當其中一個輔助沖量突然變化(例如蒸汽用量增加)、則破壞了物料平衡,這二個符號相反的輔助沖量差值作用于調節系統及時改變控制信號,增加給水量、使鍋爐系統物料重新恢復平衡,可見,三沖量調節系統,能在來自蒸汽流量或給水流量的波動干擾還未影響到汽包液位時,就得到了克服,從而減小了液位的大幅度波動,因而減小了液位的“虛假現象”。鍋爐給水閥門要用氣閉式閥門,這時積分調節器置于正(+)作用,液位信號為正(+),蒸汽流量信號為負(-),給水流量信號為正(+)。
每個工段按照工藝要求還設定有一定的連鎖子程序。蒸發工段的蒸汽壓力調節與I效黑液循環泵連鎖。當I效黑液循環泵的運行反饋信號沒有時,自動將蒸汽壓力調節打為手動狀態并關閉蒸汽閥門。燃燒工段的上汽包液位是整個系統的關鍵,它與給水泵,一、二、三次風機和引風機構成連鎖。當汽包液位超高限時,自動停止給水泵并報警;當汽包液位超低限時,自動關閉引風機、三次風機、二次風機和一次風機。
4 、結語
該系統是陜西科技大學微機應用研究所為河南某造紙廠的堿回收車間而設計的。它的特點是:
(1)更新、擴充了DCS的功能。傳統的DCS中加入了現場總線,不但保持了DCS的穩定性,且引入了現場總線的靈活性;同時可減少硬件數量,安裝、維護的工作量隨之減少。
(2)提高了系統的靈敏性、精確性。與此現場總線有關的信號,無需再像傳統的DCS在發送與接收過程中通過數模/模數反復轉換,而是直接進行CPU間的通訊,從而提高了信號采集的品質和系統的控制質量。
(3)降低了DCS的負荷,提高了系統的控制品質。由于一部分調節任務分配到現場智能儀表或者執行機構的CPU上去實現,DCS中相關自動處理單元中的CPU的負載得到降低,相關設備的調節品質得到提高。
(4)由于現場總線具有自診斷和簡單的故障處理能力,并通過數字通訊將相關的診斷維護信息送往控制室,用戶可以查詢總線設備的運行狀態與診斷維護信息。
本系統成本較低,簡單易用,可靠性高,通訊能力強,有很強的模擬量運算能力和數字邏輯處理功能。實現了對蒸發、燃燒、苛化生產過程控制的聯網監控。目前該系統運行穩定,系統中的算法有效可行,達到了令人滿意的控制效果,創造了較好的經濟價值。
責任編輯:gt
-
電源
+關注
關注
184文章
17807瀏覽量
251047 -
西門子
+關注
關注
94文章
3056瀏覽量
116152 -
現場總線
+關注
關注
3文章
521瀏覽量
38603
發布評論請先 登錄
相關推薦
一種適用于造紙廠污水管道流量測量的化學污水流量計的電路設計方法
現場總線技術PROFIBUS在HXD的應用
Profibus現場總線通訊技術的應用研究
采用Profibus現場總線的車間生產過程自動化管理設計
基于總線與DCS技術實現相造紙廠堿回收車間燃燒工段自控系統的設計
PLC系統在造紙廠生產過程和傳動控制中的冗余設計淺析
PROFIBUS現場總線技術在磨床改造中的應用
電磁流量計在造紙廠中到底有什么用
5G環保數采儀在造紙廠污水處理監測中的應用
PROFIBUS總線光纖模塊與西門子S7-300在造紙廠研磨生產線中的應用
造紙廠PLC數據如何采集到云平臺上進行監控和報警

造紙黑液處理設備PLC如何實現數據采集和遠程上下載程序






 工商網監
工商網監
評論