 CAN總線控制技術在Kinco伺服驅動器中的應用
CAN總線控制技術在Kinco伺服驅動器中的應用
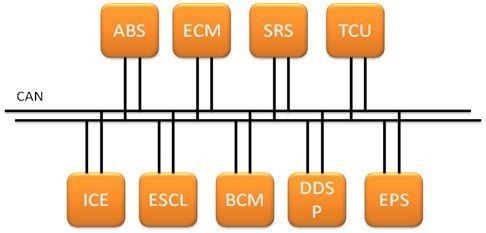
尿褲生產線是一個對系統的協調性要求很高的一種機械設備,要求控制系統能夠提供很好的協調能力,協調各個伺服之間的動作流程,不能出現系統動作間斷的情況,同時還要求伺服系統具有很好的反應能力,及時處理來自PLC的命令,以達到很高的生產效率。我們所做的這套系統是用來包裝尿褲的,同時也可以用來包裝衛生巾,系統各方面要求很高,整個系統控制工藝復雜,控制設備繁多,各個電機之間要求很高的協調性。該系統采用5套伺服電機控制,而每套伺服電機間均有數據交換,且數據通訊也要求很強的實時性,也就是要求系統具有總線通訊能力,這樣就要求伺服驅動器擁有非常強大的功能才能滿足控制要求,而Kinco伺服驅動器則能滿足此類系統控制要求,下面是我們驅動器的一些功能特點:
1、全數字化的速度和位置控制功能,并提供位置、速度和扭矩的控制功能;
2、靈活多變的跟蹤控制方式,提供高靈敏度的跟蹤效果;
3、可編程控制的數字輸入輸出;
4、可監控電機短路、電壓、溫度、編碼器、位置跟蹤和電流過高等故障;
5、可通過RS232、RS485、Profibus、CAN通訊口進行參數設定;
因此我們的伺服驅動器完全有能力勝任這份工作,下面大致介紹下這套系統:
一、工藝要求
尿褲生產線以一定的速度把生產出來的尿褲輸送出來(速度從1片/分鐘“360片/分鐘)。尿褲包裝機從接收尿褲開始,到把尿褲按要求的每包數量一包一包放入包中。首先轉盤接料處有個開關,一個尿褲來后,轉盤的葉片擺一次,尿褲不斷進來。在轉盤的另一側有兩個開關,一個檢測葉片,一個檢測是否缺料。撥桿把推出來的尿褲送到夾頭處,夾頭會把一包數量的尿褲夾緊,撥桿會繼續把尿褲往前推到左右擺,然后氣缸會把一包數量的尿褲推到包裝袋中。

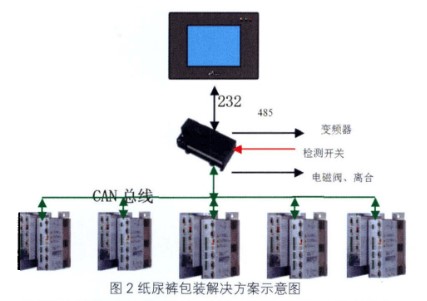
二、方案設計
轉盤、推頭、撥桿、夾頭、左右擺都需要伺服控制。氣缸、離合、氣閥需要開關量控制。還有一些檢測開關,需要輸入到控制器中。我們對這樣一套控制系統進行了分析,認為Kinco K4帶CAN總線的PLC通過CAN總線來控制Kinco伺服。eView屏與K4通過RS232與屏通訊來設定和顯示參數,4通過RS485來控制變頻器,這樣一套控制方案應該說是最可靠、最簡潔、最經濟的控制方案。
三、編程實現
控制系統的其中一個重點就是如何做到與主系統的協調。尿褲包裝機的整體運行速度,它要跟隨尿褲生產的速度自動調整。尿褲生產線的速度是1片/分鐘”360片/分鐘可調的,每包的數量不同,包裝機的整體速度也是不同的。每包的數量是6包“20包可設定。這些可變的量太多,組合出來的數是非常大的。我們通過仔細分析工藝,分成四段,1片/分鐘”90片/分鐘、91片/分鐘“180片/分鐘、181片/分鐘”270片/分鐘、271片/分鐘“360片/分鐘;根據工藝的要求,我們選擇了最為合適的配置和編程方式。
a)硬件配置
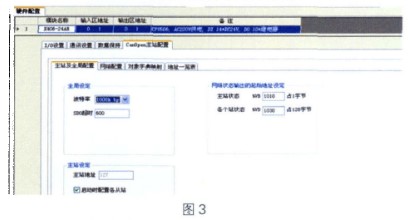
選CPU模塊選K406-24AR。重點進行CANOPEN主站配置,CANOPEN主站配置主要包括:主站及全局配置、網絡配置、對象字典映射。詳細配置如下:
主站及全局配置:
主要配置:波特率、SDO超時、網絡狀態輸出的起始地址設定、啟動時配置各從站。
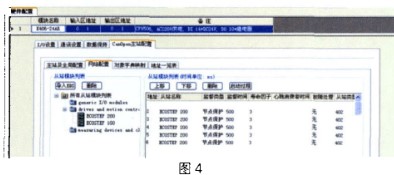
網絡配置:
主要配置:各伺服控制器的站號、監督類型、監督時間、壽命因子、故障處理、從站類型。
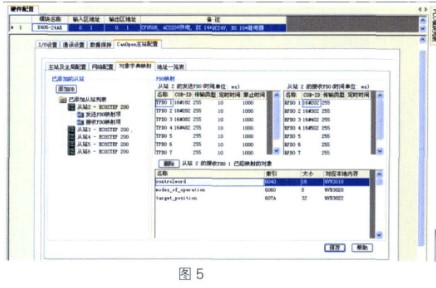
對象字典映射:
主要配置:各站的接收PDO和發送PDO。
1、接收PDO:控制字、控制模式、目標位置、最大速度、目標速度、回原點模式。
2、發送PDO:狀態字、實際位置。
b)編程
編程包括:PLC程序、觸摸屏程序、伺服驅動器程序,這里只進簡單的介紹。當硬件配置好后,控制伺服,就直接在PLC對應的寄存器中填寫數值就可以了。
PLC主要編寫了以下子程序:上電初始化、找原點、手動、自動、故障報警、故障復位等。
·上電稍延時,各設備找原點。
·手動方式:在屏上操作各設備的動作。
·自動方式:選擇自動方式,啟動后,自動接收尿褲,自動組片包裝。
·由于轉盤要跟隨生產線的速度,轉盤伺服的電子齒輪比要設定。也是用SDO方式。
·PLC通訊RS485與變頻器通訊,改變變頻器的速度。
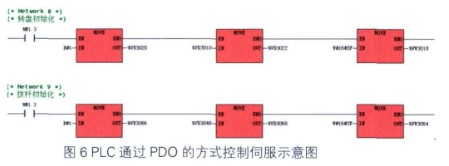
下面是其中的一段程序,通過該段程序,可以了解到PLC是如果通過PDO的方式來控制伺服的,如下圖:
四、總結
尿褲包裝機調試結束后,深受用戶的好評。當尿褲生產設備完成后,全套設備連調,效果很好,該設備已發國外客戶。尿褲包裝機成為了該廠新的經濟增長點。采用Kinco K4通過CAN總線控制Kinco智能伺服對于多軸系統是很好的解決方案,可以很好的簡化系統編程、減少工程師的編程難道,同時也減少了數量眾多的脈沖方向模塊,為客戶節省了成本。
責任編輯:gt
-
驅動器
+關注
關注
53文章
8263瀏覽量
146691 -
編碼器
+關注
關注
45文章
3655瀏覽量
134884 -
CAN總線
+關注
關注
145文章
1954瀏覽量
130920
發布評論請先 登錄
相關推薦
ethercat總線伺服如何控制 EtherCAT運行原理
基于PLC與伺服實現的七頭鑰匙機系統配置及控制方案







 工商網監
工商網監
評論