") 正負(fù)極材料顆粒大小對充放電性能的影響
正負(fù)極材料顆粒大小對充放電性能的影響
鋰離子電池與傳統(tǒng)的二次電池如鉛酸電池、Ni/Cd電池等相比,在比功率、能量密度及充放電性能方面有著明顯的優(yōu)勢 。而且,鋰離子電池還有著循環(huán)壽命長、自放電率低、綠色環(huán)保等優(yōu)點,目前已廣泛應(yīng)用于小型用電器中,并正積極向空間技術(shù)、國防工業(yè)、電動汽車、 UPS等領(lǐng)域發(fā)展。充電電池市場有望迎來巨大發(fā)展,特別是來自于汽車行業(yè)的需求。鋰商子電池具有重量相對較輕、環(huán)境友好、無記憶效應(yīng)、不使用時電荷損失緩慢等特點,如果成本能夠降低,鋰離子電池將具有深厚潛力。業(yè)界已投入了巨大的資源,希望能到2020年年能夠?qū)㈡R離子充電電池的成本降低到低于其他充電技術(shù)的水平,全球市場規(guī)模預(yù)計將達(dá)到 600億美元。
在鋰離子電池的生產(chǎn)研發(fā)過程中,正負(fù)極片的性能對于電池性能影響巨大。而其中正負(fù)極 材料特性和相關(guān)的加工工藝是最為重要的影響因素。正負(fù)極材料的顆粒大小將會直接影響 電池的充放電行為,而相關(guān)電池漿料的流變性能又會直接影響流漿液的存儲、涂布和加工穩(wěn)定性。
在鋰離子電池的生產(chǎn)過中,正負(fù)極片制備是非常關(guān)鍵的步驟,直接影響電池的使用性能。 正極極片和負(fù)極極片的生產(chǎn)工藝非常接近,如圖 1所示。
圖1 鋰離子電池極片制備過程
通常第一步是先將由活性物質(zhì)、粘結(jié)劑、導(dǎo)電劑通過攪拌均勻分散于溶劑中,制成電池漿料;第二步,將電池漿料涂覆在集流體(負(fù)極銅箔和正極鋁箔)上,然后就是干燥涂層;接下來,將干燥好的極片在重壓下壓實、壓薄,使鋰離子電池體積能量密度得以提高,保證粘結(jié)劑把活性成份和導(dǎo)電劑緊緊的精粘附在在集流體上;最后,就是裁片和分切,直接把大卷冷壓好的極片在分切機(jī)上分切成指定寬度的小卷極片,等待然后把分切好的小卷保存在真空干燥箱中,待下一步使用。混合制備電池漿料、涂布、干燥和壓實工藝決定了漿料的均勻性、極片的厚度、機(jī)械性能和極片涂層的孔隙度,所以,極片制備過程直接影響了電池的使用性能。
正負(fù)極材料顆粒大小對充放電性能的影響
鋰離子電池實質(zhì)上是鋰離子在正負(fù)極材料之間的一個反復(fù)循環(huán)"流動"的過程,在這個過程當(dāng)中,鋰離子不斷地嵌入電極材料中,同時又需要不斷的脫嵌出來,正是這種搖擺式的嵌入和脫嵌過程,才使得鋰離子電池能夠反復(fù)充放電使用。然而鋰離子的脫和嵌是受很多影響因素決定的,比如正負(fù)極材料本身的層狀結(jié)構(gòu)、電極材料顆粒的形態(tài)、以及電極材料顆粒間的堆積狀況等,這些影響因素都直接影響到鋰離子脫嵌的整個過程,從而對鋰離子電池的離子遷移速率、充放電平臺產(chǎn)生顯著影響。在這些影響因素當(dāng)中,正負(fù)極材料的顆粒大小無疑是非常重要的,顆粒的大小將會對材料的堆積產(chǎn)生直接的影響,而這種影響導(dǎo)致的空間效應(yīng)將會直接影響到鋰離子的脫嵌,從而影響到電池性能。
圖2 兩種不同工藝制備的LiNi0.8Co0.2O2正極材料
圖2 就是采用不同制備工藝生產(chǎn)的兩種正極材料LiNi0.8Co0.2O2,其中a是反應(yīng)過程中采用膠體磨進(jìn)行研磨混合,而b是采用普通攪拌的方式進(jìn)行反應(yīng)混合。兩種方式得到的顆粒大小通過電鏡結(jié)果來看差異較大,而下方的激光衍射結(jié)果比對 則可以進(jìn)一步從定量上看出兩種材料的粒度大小。其中采用膠體磨的樣品粒度分布較窄,顆粒大小從幾百納米到十微米左右,而采用普通混合的方式則粒徑分布要寬很多,從幾個微米到一兩百微米。這兩種樣晶在充放電性能上也有著顯著 的差異。
圖3 兩種不同工藝制備的LiNi0.8Co0.2O2正極材料充放電性能
圖3就是這兩種材料在不同充放電循環(huán)次數(shù)下電池容量的性能比對,可以看出在相同的情況下 a材料具有更 高的電池容量,而其恰恰具有更小的顆粒和更均勻的粒度分布。
圖4 兩種不同制備工藝下負(fù)極材料Li4Ti5012的粒徑分布
圖4中a為樣品研磨頻率偏低,因此其材料主要在幾個微米級別,而b材料則研磨頻率更高,其顆粒很多達(dá)到亞微米的水平,其粒度分布也更寬。通過兩種材料的克放電性能比對可以發(fā)現(xiàn), 在充放電循環(huán)100次的情況下,兩種材料的庫倫效率都是比較接近的,但電池容量的衰減卻大大不同。微米顆粒的樣品其電池容量隨著充放電次數(shù)增加明顯發(fā)生了衰減,由最開始的160mAh/g下降到150mAh/g,而亞微米材料的在整個充放電進(jìn)行過程中比較穩(wěn)定。
流變特性與電池漿料的關(guān)系
電池漿料是整個電池極片制備過程中的最關(guān)鍵的因素。電池漿料是由活性物質(zhì)、粘結(jié)劑、導(dǎo)電劑通過攪拌均勻分散于溶劑中形成,屬于典型的高粘稠的固液兩相懸浮體系。對電池漿料的要求,第一是分散均勻性,如果漿料分散不均,有嚴(yán)重的團(tuán)聚現(xiàn)象,電池的電化學(xué)性能受到影響,如若導(dǎo)電劑分布不均勻,電極在充放電過程中,各處電導(dǎo)率不同會發(fā)生不同的電化學(xué)反應(yīng),負(fù)極處可能產(chǎn)生較復(fù)雜的 SEI膜,可逆容量減小,并伴有局部的過充過放現(xiàn)象或有可能會有鋰金屬析出,形成安全隱患;粘結(jié)劑分布不均,顆粒之間、顆粒與集流體之間粘結(jié)力出現(xiàn)過大過小的情況,過小部位電極內(nèi)阻大,甚至?xí)袅希罱K影響整個電池容量的發(fā)揮。第二,漿料需要具有良好的沉降穩(wěn)定性和流變特性,滿足極片涂布工藝的要求,并得到厚度均一的涂層,要求電池極片中心的厚度要和邊緣處的厚度盡量保持一致,這是電池漿料涂布工藝的難點。在涂布過程中,涂層邊緣經(jīng)常會出現(xiàn)拖尾現(xiàn)象,通常會將拖尾的邊緣裁切掉,以保證單位面積內(nèi)的活性物質(zhì)的量保持一致。如果在涂層的其他位置出現(xiàn)拖尾現(xiàn)象,不能裁切,在該位置的活性物質(zhì)減少,會導(dǎo)致局部電壓過大。 另外,在涂布過程中,還有可能會出現(xiàn)涂層邊緣雖然齊平,但是邊緣處的局部厚度過高,這會導(dǎo)致在壓實過程中壓力分布不均,電池極片的孔隙度和單位面積的容量就會不均一。還有會影響到卷繞或者疊片的層數(shù)。
圖5 典型的正負(fù)極電池漿料剪切粘度與剪切速率關(guān)系曲線
通過流變特性表征漿料的儲存穩(wěn)定性
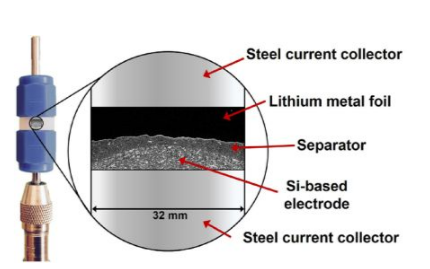
電池漿料在儲存過程中,漿料中的顆粒只受到重力的作用,剪切速率非常低,通常的剪切速率范圍是10-6-10-2S-1。在 儲存過程中,低剪切速率范圍內(nèi)的剪切粘度越大,漿料就越穩(wěn)定。可以通過剪切粘度隨時間的關(guān)系表征電池漿料的沉降性能。圖6是負(fù)極電池漿料在低剪切速率 0.1S-1下的剪切粘度隨時間的變化關(guān)系。可以看出,負(fù)極漿料的剪切粘度隨儲存時間增加而減小,在儲存 3小時18分鐘后,剪切粘度由 9.68Pa.s減小到7.215 Pa.s,減小了25%. 說明負(fù)極漿料在緩慢沉降。圖7是負(fù)極電池漿料在儲存 72小時前后剪切粘度曲線對比,可以明顯看出儲存了 72小時后,在測試的剪切速率范圍內(nèi)剪切粘度都有明顯下降,說明漿料沉降非常嚴(yán)重。
圖6 負(fù)極電池漿料剪切粘度隨時闊的變化.剪切速率為0.1S-1
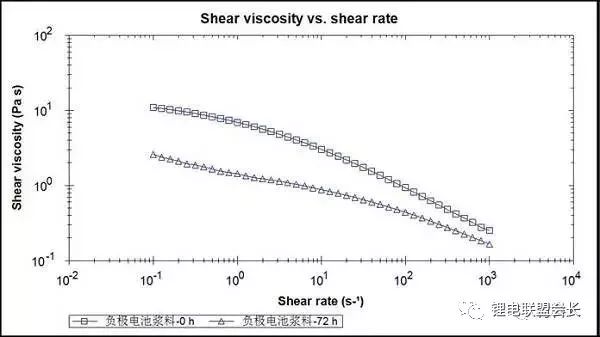
圖7 負(fù)極電池漿料儲存時間對剪切粘度的影響
羧甲基纖維素鈉(CMC)是電池漿料配方中的常用助劑,主要起增稠的作用,用于懸浮固體顆粒,阻止沉降,提供存儲穩(wěn)定性。羧甲基纖維素鈉(CMC)溶液需要在低剪切速率范圍內(nèi)具有高粘度,有助于懸浮固體顆粒,降低顆粒的沉降速率。但是在高剪切速率范圍下,需要有較小的剪切粘度,便于涂布。
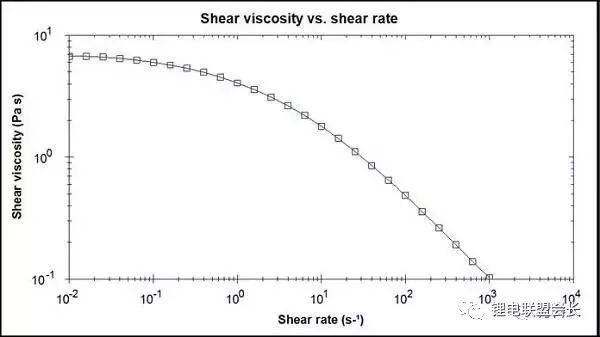
圖8 羧甲基纖維素鈉(CMC)溶液剪切粘度曲線
圖8是3%濃度的羧甲基纖維素鈉(CMC)溶液的剪切粘度曲線,可以看出,羧甲基纖維素鈉(CMC)溶液具有剪切變稀行為,在剪切速率范圍,剪切濃度趨于穩(wěn)定,即零剪切粘度。剪切粘度的大小決定了羧甲基纖維素鈉(CMC)的炫富能力。固體顆粒在連續(xù)相中的沉降速率可以通過Stokes方程預(yù)測。

電池漿料制備工藝對流變特性的影響
電池漿料制備工藝對電池漿料的流變性能有一定影響。Lee等人研究了漿料制備順序?qū){料流變特性和電池性能的影響。圖9是混合時間對正極漿料的流變特性的影響,可以看出混合時間150分鐘比混合時間30分鐘的漿料剪切粘度低。
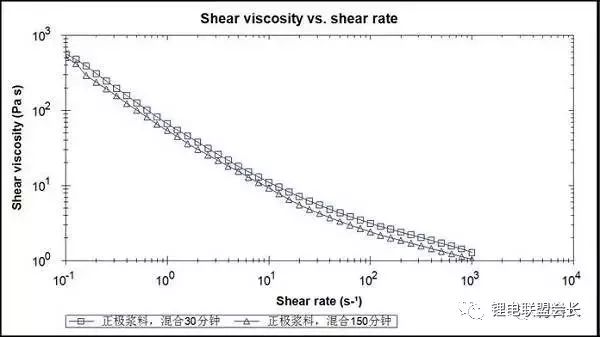
圖9 混合時間對正極漿料流變特性的影響
電池漿料流變特性對涂布工藝的影響
電池漿料的涂布過程是高剪切速率過程,在集流體上涂布后,漿料的平流過程又是低剪切速率過程。所以電池漿料在高剪切速率范圍下剪切粘度不能太高,如果粘度過大,會造成涂布困難;在涂布后,漿料會在集流體上的重力和表面張力的作用下平流,在低剪切速率范圍,希望粘度逐漸恢復(fù)到涂布之前的高粘度。在還沒有完全恢復(fù)到高粘度之前,漿料的粘度還比較小,容易平流,涂層表面光滑厚度均勻。恢復(fù)的時間不能太長,也不能太短。恢復(fù)時間太長,漿料平流過程中年度太小,容易出現(xiàn)拖尾或者下邊緣的厚度比上面的涂層厚度高的現(xiàn)象。如果時間太短,漿料沒時間平流。這個過程可以通過三段階躍剪切速率的測試方法表征。圖10和圖11負(fù)極和正極漿料的三段階躍間卻速率測試方法。藍(lán)色曲線代表剪切粘度,紅色曲線代表剪切速率。測試過程是,第一段:剪切速率是0.1S-1,持續(xù)時間是60s,模擬漿料在涂布前的剪切粘度;第二段,剪切速率100S-1,持續(xù)是60s,模擬涂布過程的高剪切速率過程,此時剪切粘度會急劇降低;第三段,姜切速率是0.1S-1,與第一段剪切速率保持一致,觀察第三段的剪切粘度逐漸增大的過程。可以定義第三段剪切粘度恢復(fù)到第一段剪切粘度絕對值得90%時所需的時間為結(jié)構(gòu)回復(fù)時間,用來表示粘度恢復(fù)的快慢。從圖10可以看出,負(fù)極漿料的結(jié)構(gòu)恢復(fù)時間為29s。從圖11可以看出,正極漿料的回復(fù)時間為2094s,非常慢。
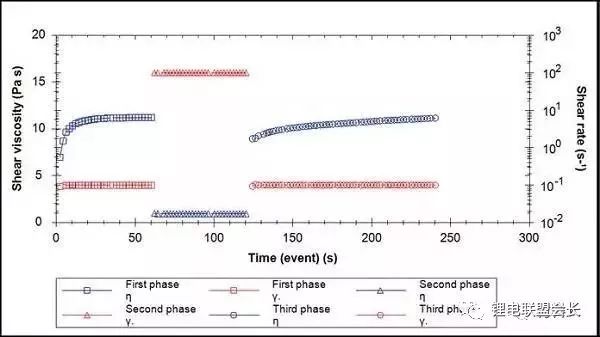
圖10 負(fù)極電池漿料三段階躍剪切速率測試
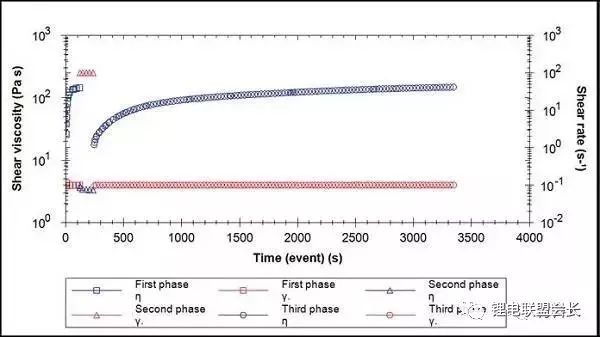
圖11 正極電池漿料三段階躍剪切速率測試
電池漿料的流變特性與儲存穩(wěn)定性和涂布性能關(guān)系密切。再次儲存過程中,低剪切速率范圍內(nèi)的剪切粘度越大,漿料就越穩(wěn)定。可以通過剪切粘度隨時間的關(guān)系表征電池漿料的沉降性能。涂布過程是高剪切速率過程,在集流體上涂布后,漿料的平流過程又是低剪切速率過程。所以電池漿料在高剪切速率范圍下剪切粘度不能太高,如果粘度過大,則會造成涂布困難;在涂布后集流體上的漿料在重力和表面張力的作用下平流,在低剪切速率范圍,希望粘度逐漸恢復(fù)到涂布之前的高粘度。在還沒有完全恢復(fù)到高粘度之前,漿料的粘度還比較小,容易平流,涂層表面光滑厚度均勻。回復(fù)的時間不能太長,也不能太短。恢復(fù)時間太長,漿料在平流過程中粘度太小,容易出現(xiàn)拖尾或者下邊緣比上面的涂層厚度高的現(xiàn)象。如果時間太短,漿料沒時間平流。
-
鋰離子電池
+關(guān)注
關(guān)注
85文章
3240瀏覽量
77714 -
電池
+關(guān)注
關(guān)注
84文章
10576瀏覽量
129695
原文標(biāo)題:顆粒粒徑和漿料流變特性對鋰離子電池性能有何影響
文章出處:【微信號:Recycle-Li-Battery,微信公眾號:鋰電聯(lián)盟會長】歡迎添加關(guān)注!文章轉(zhuǎn)載請注明出處。
發(fā)布評論請先 登錄
相關(guān)推薦
背光正負(fù)極裝配問題
電解電容正負(fù)極怎么判斷
關(guān)于車用BMS高壓電路中做絕緣電阻檢測時如何考慮高壓正負(fù)極對地的寄生電容對AD采集影響?
電解電容符號的正負(fù)極判斷

如何提搞鋰電池快速充放電性能?
電感有正負(fù)極嗎
led燈正負(fù)極區(qū)分
復(fù)雜電路的正負(fù)極如何判斷
如何識別鉭電容的正負(fù)極
電流源正負(fù)極怎么判斷
薄膜電容分正負(fù)極嗎





 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論