") LED燈芯板的技術(shù)特點,LED燈芯板現(xiàn)有測試方案分析
LED燈芯板的技術(shù)特點,LED燈芯板現(xiàn)有測試方案分析
在高端光電設(shè)備、智能家居市場,LED燈芯類印制電路板的應(yīng)用越來越廣。為確保光譜均勻無暗影,在高密度的燈珠焊盤區(qū)域內(nèi)均不設(shè)計過孔,因無內(nèi)定位孔生產(chǎn)廠商不能采用成本更低、效率更高的治具測試去檢測產(chǎn)品的電性能。文章將結(jié)合LED燈芯板、通用治具、成形機與電測機的技術(shù)特點展開實驗,尋找提升生產(chǎn)效益、降低測試成本、確保品質(zhì)的最佳加工方案。
LED及激光二極管與現(xiàn)有普通鹵素光源相比,具有體積小、亮度高、壽命長、響應(yīng)速度快、節(jié)能環(huán)保的優(yōu)點。隨著互聯(lián)網(wǎng)+及工業(yè)4.0的深入推進,LED等節(jié)能環(huán)保型光源已逐漸成為高端光電設(shè)備、智能家電等產(chǎn)品的主流配置。作為信號傳輸?shù)臉蛄海琇ED印制線路板在出貨前必須對面板上所有焊接點的網(wǎng)絡(luò)結(jié)構(gòu)進行電性能檢測,以確保印制電路板正常的電氣性能,杜絕插件后因開短路功能性缺陷導(dǎo)致客戶巨額索賠的質(zhì)量風險。
LED印制線路板焊盤呈矩陣分布,密度高,整個板面無任何測試孔(如下圖1)。對焊點少的樣品,業(yè)界只能選擇高耗時低效率的飛針機測試;對于高密度焊點多或批量性的產(chǎn)品,業(yè)界暫無更好的檢測方法。本文將以一款LED燈芯板(H產(chǎn)品)為例,結(jié)合成形與電測設(shè)備的技術(shù)特點,介紹其制作過程中的關(guān)鍵技術(shù),找出最優(yōu)的成型與電測加工方案,為企業(yè)大規(guī)模自動化快速生產(chǎn)高密度的LED印制線路板提供技術(shù)保障。
圖1 無內(nèi)定位LED燈芯板實物圖
現(xiàn)狀
一、LED燈芯板的技術(shù)特點
1、LED燈芯板工作板設(shè)計及典型焊盤分布圖(以 H產(chǎn)品為例)
圖2 工作板拼板圖
圖3 1個單元LED焊盤分布圖
圖4 LED焊盤局部放大圖
H產(chǎn)品工作板生產(chǎn)拼板說明
每個工作板拼板(單元)數(shù)量(圖2):3*4=12個;
每個單元尺寸(圖3):115mm*120mm
工作板尺寸(圖2):550mm(長)*420mm(寬)
焊盤局部放大圖(圖4):紅色為H產(chǎn)品LED燈芯板測試焊盤,綠色為阻焊。
頂層、底層焊盤分布圖
H產(chǎn)品的GTL頂層(元件面)焊盤數(shù)量為130*140=18200個,為LED布局焊盤,后續(xù)主要以LED焊盤為參考目標進行實驗設(shè)計。
H產(chǎn)品的GBL底層(焊接面)焊盤數(shù)量為14568個,為常規(guī)普通焊盤。
每個單元焊盤總數(shù)量18200+14568=32768個。
每個工作板測試焊盤總點數(shù):32768*12=393216個。
2、產(chǎn)品特征
為確保發(fā)光區(qū)域內(nèi)無暗影,燈珠面板區(qū)域內(nèi)(GTL面)不設(shè)計過孔;
由于LED發(fā)熱量小的冷光源,H產(chǎn)品為四層板,內(nèi)層不設(shè)計銅皮層;
為了確保發(fā)光的均勻性,燈珠焊盤每個燈珠的焊盤均呈矩陣型結(jié)構(gòu)均勻分布
二、LED燈芯板現(xiàn)有測試方案分析
1、電性能測試要求
高密焊盤呈矩陣對稱均勻分布測試點多,每個焊盤均為網(wǎng)絡(luò)的端點均需要測試。
內(nèi)層無銅皮層設(shè)計或內(nèi)層銅皮層小于50%,飛針機生產(chǎn)不能采用電容法測試。
每塊板無治具內(nèi)定位孔或內(nèi)定位孔少于4個,不能采用治具測試。
2、測試方法對比
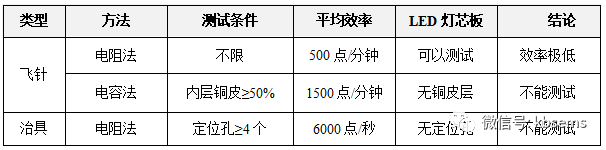
表1 LED燈芯板飛針與治具測試方法與效率對比
3、LED燈芯板測試效率分析
LED燈芯板H產(chǎn)品每個單元測試效率對比
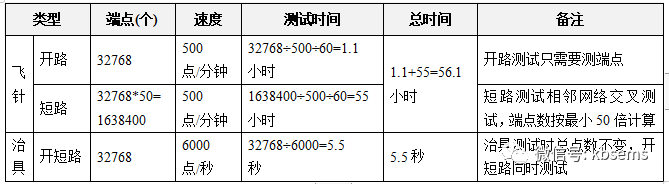
表2 LED燈芯板H產(chǎn)品測試效率數(shù)據(jù)對比
飛針機短路測試說明:印制線路板基板上由2個端點相連接形成一條網(wǎng)絡(luò),飛針機短路測試時需要測試所有相鄰網(wǎng)絡(luò)間是否存在連接現(xiàn)象,32768個端點中兩個端點相連接時最多可連接成16384條網(wǎng)絡(luò)。依據(jù)數(shù)組排列組合公式(圖a)(其中r、m均為正整數(shù)且r≤m)可知,飛針機測試16384條網(wǎng)絡(luò)短路的總次數(shù)為(圖b),這也是飛針機最安全的測試方法,總測試網(wǎng)絡(luò)數(shù)約為端點個數(shù)的4000倍,因此效率極低。

圖a

圖b
為減少測試網(wǎng)絡(luò)的數(shù)量提升效率,飛針機在軟件設(shè)計時引入了ADJ值(相鄰網(wǎng)絡(luò)間最小的安全距離)的概念。行業(yè)內(nèi)一般認為當線距大于1.27mm時均有蝕刻干凈不形成短路現(xiàn)象的能力,對于大于此值的兩條線路則不測試短路。在實際生產(chǎn)中滿足以上條件的總測試網(wǎng)絡(luò)數(shù)約為端點個數(shù)的50-100倍,從而大幅度減少了飛針機短路測試網(wǎng)絡(luò)的數(shù)量。這樣就既可以保證測出的產(chǎn)品質(zhì)量,又兼顧飛針測試的效率。因此,本次飛針機測試短路測試網(wǎng)絡(luò)數(shù)量按最低50倍計算。
LED燈芯板H產(chǎn)品每個工作板(pnl)測試效率對比
表3LED燈芯板H產(chǎn)品不同工作板飛針與治具測試效率對比
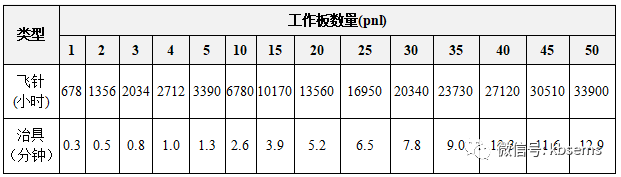
備注:以上治具測試時平均每塊板人工上下板設(shè)置為10秒鐘;飛針機測試一個工作板需要678個小時,上下板時間20秒左右可忽略不計。
三、LED燈芯板現(xiàn)有測試方案局限性分析
1、以上在不考慮飛針人工上下板等因素影響條件下,只計算飛針機測試與治具測試時測試點數(shù)與設(shè)備正常的測試速度之間的效率關(guān)系。
2、H產(chǎn)品1個工作板(pnl)有12個拼板,飛針測試需要678小時(即29天);當達到10塊的時候,1臺飛針需要生產(chǎn)6780小時(即283天);當工作板數(shù)量達到50塊的時候,1臺飛針需要生產(chǎn)33900小時(即1413天)。從以上數(shù)據(jù)看,高密度的LED燈板類產(chǎn)品飛針機生產(chǎn)效率非常低下,不僅浪費大量的加工時間,還浪費了設(shè)備、工人、電費成本,仍不能滿足客戶交期的需求,飛針機無法實現(xiàn)批量生產(chǎn)。
3、采用治具測試,H產(chǎn)品1個工作板(PNL)12個拼板測試時間只需要0.3分鐘;10 個 工作板治具測試只需要2.6分鐘;當工作板達到50塊時,治具測試也只需要12.9分鐘。生產(chǎn)效率非常高,即節(jié)省了設(shè)備、人工、電費運營成本,縮短了加工時間,又能滿足大規(guī)模快速生產(chǎn)及客戶交期需要。因此,突破治具測試的技術(shù)瓶頸是實現(xiàn)LED燈芯板類產(chǎn)品批量生產(chǎn)的唯一選擇。
原因分析及實驗計劃
一、原因分析
1、選擇治具測試的條件
為保證治具測試的精度與效率,每塊測試板均需要有4個對稱的NPTH定位孔(如圖5),才能讓PCB基板上的焊盤中心與治具下模對應(yīng)的測試針有相同的物理坐標,才能保證在測試下壓時探針精準地與測試焊盤中心有良好的接觸從而完成測試。
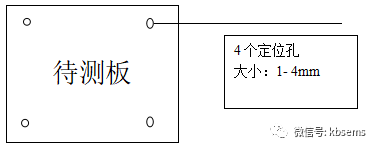
圖5 治具測試定位孔
2、治具測試的方法
測試效率的高低是衡量能否實現(xiàn)批量生產(chǎn)的重要指標。采用治具測試首先考慮測試設(shè)備的針盤與LED燈芯板焊盤的密度必須相匹配,否則無法種針,其實考慮如何提升測試精度與效率問題。不同的測試方法會導(dǎo)致焊盤與測試針不同的對位精度,不同的對位精度會形成不同的一次合格率。在每塊測試板上設(shè)計4個對稱的NPTH定位孔,可考慮工具輔助定位和板內(nèi)定位兩種方案。
A、工具輔助定位:
在治具上架設(shè)管位托板定位;
在治具上增設(shè)輔助定位邊框及NPTH管位孔定位;
B、基板定位:
內(nèi)定位:在LED燈芯板的另一面(GBL面)空曠的無銅區(qū)內(nèi)增加沉孔定位
增設(shè)邊條定位(外定位):在LED燈芯板的板邊先設(shè)計一組邊條,并在邊條上設(shè)計四個NPTH定位孔,利用增設(shè)在邊條的四個NPTH定位孔進行測試,測試完成后再將增設(shè)的邊條銑掉,從而得到LED燈芯產(chǎn)品的技術(shù)方案。此方案中增加了精銑流程,保證板子的外形尺寸滿足生產(chǎn)要求成為技術(shù)成敗的關(guān)鍵。
二、實驗計劃
1、實驗設(shè)計
A、實驗產(chǎn)品信息(H產(chǎn)品):
最小焊盤寬度:115um; 焊盤間距:75um;端點個數(shù):32768點
從以上數(shù)據(jù)看,H產(chǎn)品需要采用6倍密度以上的通用治具生產(chǎn)。本實驗中采用6倍密度短針生產(chǎn),最小探針直徑為0.12mm。
B、實驗步驟
定位方案:
工具輔助定位2套方案:管位托板定位,輔助邊框定位;
基板定位2套方案:沉孔內(nèi)定位、邊條外定位;
依據(jù)以上方案制作測試架資料及測試資料、組裝治具;
取100片樣板(90片合格板,10片問題板)作為實驗板;
由同一員工測試,每塊板測試1次,記錄測試數(shù)據(jù);
分析測試效率,尋找最優(yōu)的生產(chǎn)方案。
C、實驗流程
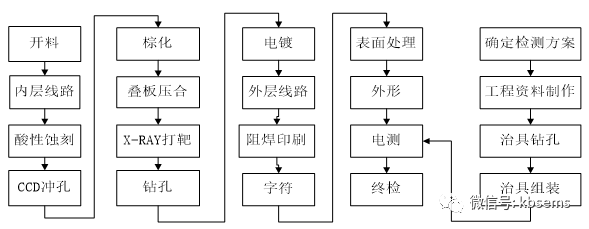
圖6 LED燈芯板典型制板流程
2、實施方案
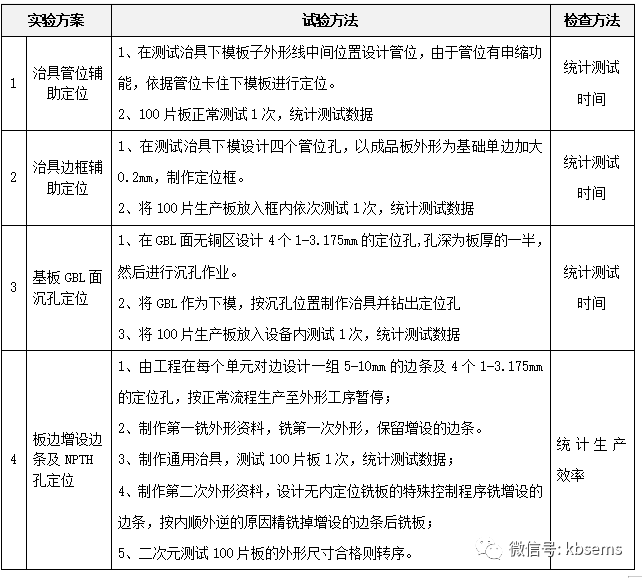
表4 LED高密無內(nèi)定位燈芯板改善試驗計劃(表一)
實驗數(shù)據(jù)
一、治具管位輔助定位
1、實驗方法
在測試治具下模板子外形線中間位置每邊設(shè)計2個管位,將板子平放在管位中間(如下圖7),讓下模管位卡住基板進行定位,依次測試100片LED燈芯板,記錄測試過程數(shù)據(jù)。
圖7 管位輔助定位法平面圖
2、實驗流程
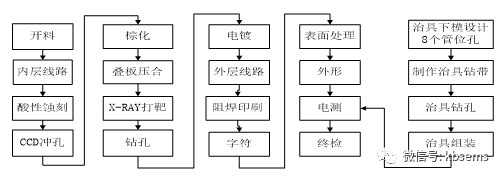
圖8 治具管位輔助定位制板流程
3、實驗數(shù)據(jù)
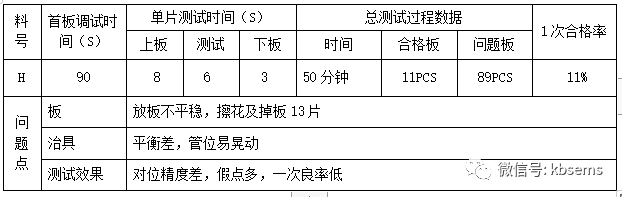
表5 治具管位輔助定位法測試數(shù)據(jù)
4、實驗總結(jié)
首板調(diào)試時間過長,上板平穩(wěn)性較難把握,在治具下壓板擠壓管位導(dǎo)致管位易水平晃動擦花,導(dǎo)致對位精度差,假點多,一次良率低,不適合LED高密焊盤的批量生產(chǎn)。
二、治具邊框輔助定位
1、實驗方法
在測試治具下模設(shè)計四個管位孔,以成品板外形為基礎(chǔ)單邊加大0.2mm,制作定位框(如圖9)。將100片生產(chǎn)板平放入框內(nèi)依次測試。
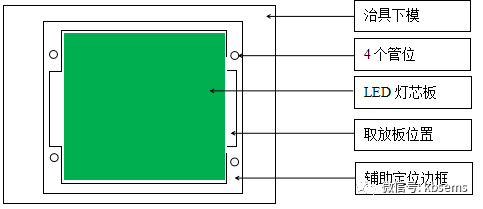
圖9 治具邊框輔助定位平面圖
2、實驗流程
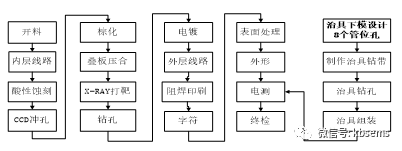
圖10:治具邊框輔助定位制板流程
3、實驗數(shù)據(jù)
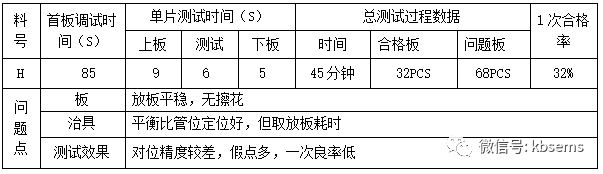
表6 治具邊框輔助定位法測試數(shù)據(jù)
4、實驗總結(jié)
采用治具邊框輔助定位的方法放板比管位平穩(wěn),無擦花。取放板比管位定位差,受內(nèi)框精度的影響,下模探針與板面焊盤接觸有一定的偏離,假點較多,一次良率為32% 。
三、基板GBL面沉孔定位
1、實驗方法
與客戶溝通,在GBL面客戶允許的無銅區(qū)設(shè)計4個1-3.175MM的定位孔(如下圖11),孔深為板厚的一半(H產(chǎn)品定位孔客戶允許直徑為1.5mm,孔深1mm),然后沉孔作業(yè)。將GBL作為下模,制作治具并鉆出定位孔,將100片生產(chǎn)板放入設(shè)備內(nèi)依次測試 。
a
b
c
d
圖11 基板GBL面沉孔定位
2、實驗流程
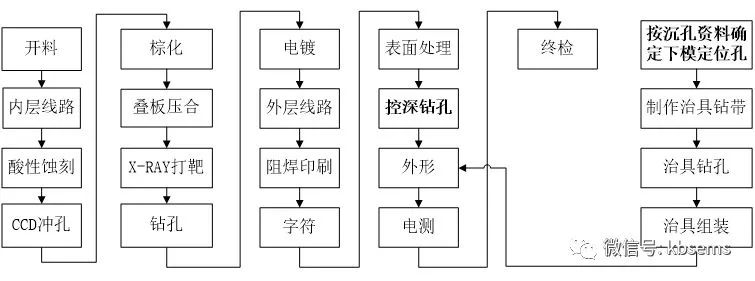
圖12 基板GBL面沉孔定位定位制板流程
3、實驗數(shù)據(jù)
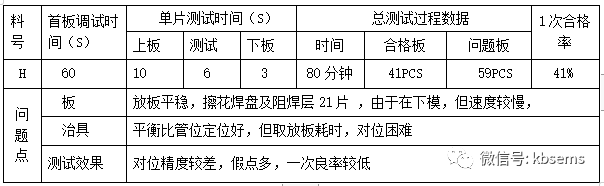
表7 LED燈芯板基板GBL面沉孔定位法測試數(shù)據(jù)
4、實驗總結(jié)
平衡比管位及邊框定位好,對位時由于下模治具定位孔與管位處于盲區(qū),員工不能用眼睛看到,只能憑感覺對位困難,共造成焊盤和阻焊面與測試針摩擦擦花21片。
四、板邊增設(shè)邊條及NPTH孔定位
1、實驗方法
由工程在每個單元對邊設(shè)計一組5-10mm的邊條,并在邊條上設(shè)計4個1-3.175mm的定位孔(如下圖13),按正常流程生產(chǎn)至外形工序暫停;制作銑外形資料,銑第1次外形(圖13紅色線條部分),保留增設(shè)的邊條。制作通用治具,下模需要增加4個管位孔后測試100片板,統(tǒng)計測試時間。制作第2次外形資料(圖13內(nèi)框黑色線條),設(shè)計無內(nèi)定位精銑的特殊控制程序銑掉增設(shè)的邊條。測量外形尺寸首件合格后批量生產(chǎn),洗板轉(zhuǎn)下工序正常生產(chǎn)。
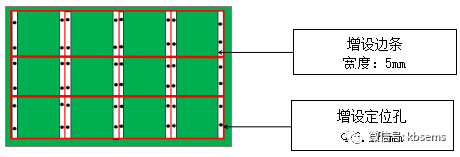
圖13板邊增設(shè)邊條及NPTH孔定位平面圖
新增邊條后工作板物料損耗說明:以上H產(chǎn)品每個工作板總面積:550*420=231000mm2;在短邊增加邊條的面積為420*5*8=16800mm2,工作板損耗率16800/231000=7.3%;在長邊增加邊條的面積為550*6*5=16500mm2,工作板損耗率16500/231000=7.1%;客戶不同尺寸要求LED燈芯板增加邊條后工作板損耗率不同,尺寸越小增加的邊條越多損耗越大,需在報價時與客戶協(xié)商。
2、實驗流程
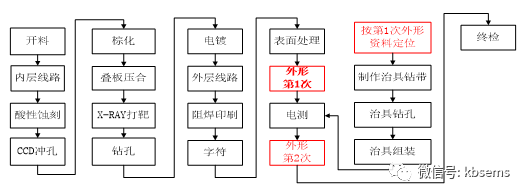
圖14板邊增設(shè)邊條及NPTH孔定位制板流程
3、外形生產(chǎn)流程
第1次外形生產(chǎn)流程
第1次外形鑼帶需要設(shè)計長邊的鑼帶、將4個定位作為內(nèi)定位,按圖13紅線圖形制作外圍的鑼帶,按常規(guī)作業(yè)方式完成第1次外形生產(chǎn),洗板烘干后送電測檢測。
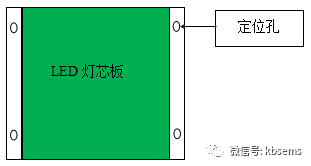
圖15 LED燈芯板第1次外形
第2次外形生產(chǎn)流程(原則:內(nèi)順外逆)
第1步:以邊條上的定位孔定位讓收刀點位于邊條區(qū),按外逆的原則精銑左側(cè)邊條。
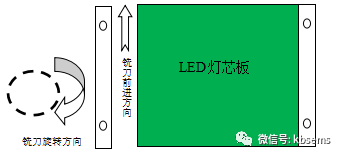
圖16 LED燈芯板第1次外形
第2步:關(guān)閉吸塵停機,用膠帶將LED燈芯板粘貼在機臺上,按內(nèi)順的原則銑掉右側(cè)邊條,檢驗查看邊沿是否有突起或毛剌現(xiàn)象,除去膠帶即得到客戶所需的LED燈芯板。
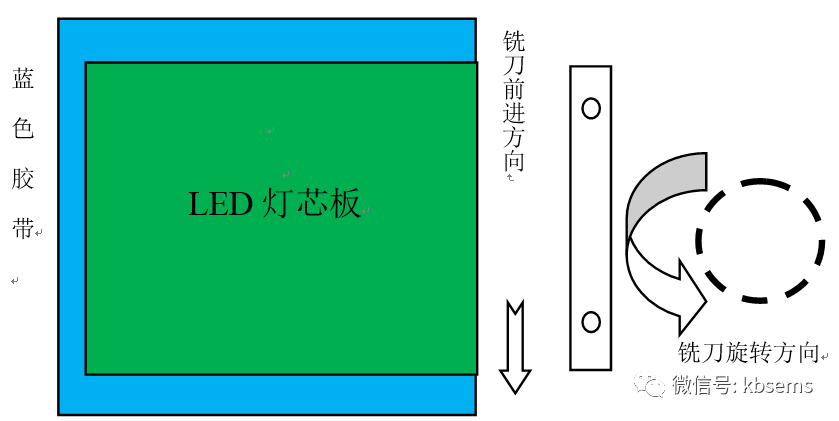
圖17 LED燈芯板第2次外形
圖18 成型的LED燈芯板
H產(chǎn)品外形長邊尺寸數(shù)據(jù)分析
表8長邊二次元測量尺寸數(shù)據(jù)統(tǒng)計表
圖19 H產(chǎn)品長邊尺寸測量數(shù)據(jù)控制圖
H產(chǎn)品外形短邊尺寸數(shù)據(jù)分析
表9 短邊二次元測量尺寸數(shù)據(jù)統(tǒng)計表
圖20 H產(chǎn)品短邊尺寸測量數(shù)據(jù)控制圖
4、測試效率數(shù)據(jù)
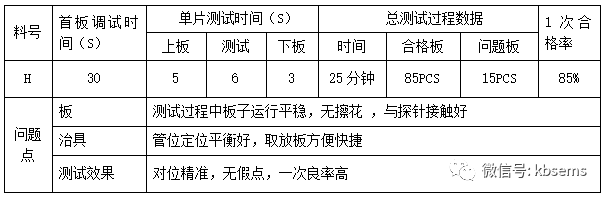
表10 板邊增設(shè)邊條及NPTH孔定位測試數(shù)據(jù)
5、實驗總結(jié)
生產(chǎn)效益的提升
在板邊增設(shè)邊條及NPTH孔定位測試方案,依據(jù)高密無定位孔LED燈芯板的特點,結(jié)合成形機與測試機的技術(shù)特點,全新設(shè)計LED燈芯產(chǎn)品在外形與測試新的制作工藝和控制方法,讓常規(guī)快速的通用測試代替?zhèn)鹘y(tǒng)的飛針機電阻法測試LED燈板產(chǎn)品,提升了LED燈芯產(chǎn)品的生產(chǎn)效率,為LED燈芯產(chǎn)品自動化大批量快速生產(chǎn)、滿足客戶交付的需要提供了技術(shù)保障,必將成為各生產(chǎn)企業(yè)新的利潤增漲點。
成本的大幅度降低
采用飛針機測試,不僅效率低,而且測試時間長(飛針機測試H產(chǎn)品一個工作板需要29天),對飛針機的設(shè)備、電費及人工成本是極大的浪費。采用以上通用測試方案測試H產(chǎn)品一個工作板只需要0.3分鐘,雖然增加了測試邊條(損耗約7.4%)及第二次外形的成本,但通用測試速度快,在成本上遠遠低于飛針機。
質(zhì)量滿足生產(chǎn)要求
在板邊增設(shè)邊條及NPTH孔定位測試方案,將無內(nèi)定位的LED板轉(zhuǎn)化為有4個NPTH定位孔常規(guī)產(chǎn)品測試,提升了對位精度,確保產(chǎn)品生產(chǎn)過程無擦花等品質(zhì)問題;在第二次外形采用無定位孔外形精銑工藝,保證板子成形后收刀點處平滑無凸點、無毛刺,外觀滿足品質(zhì)要求;經(jīng)二次元全測數(shù)據(jù)分析,外形尺寸滿足外形加工的要求。
6、按板邊增設(shè)邊條及NPTH孔定位方案批量加工的其它高密無內(nèi)定位LED板展示
LED沉錫產(chǎn)品
LED化金產(chǎn)品
LED OSP產(chǎn)品
LED化金產(chǎn)品
大尺寸LED噴錫產(chǎn)品(250mm*250mm)
圖21 已批量加工的各類LED燈芯產(chǎn)品
五、質(zhì)量、效率、成本數(shù)據(jù)分析與選擇方案建議
1、質(zhì)量、效率、成本數(shù)據(jù)分析
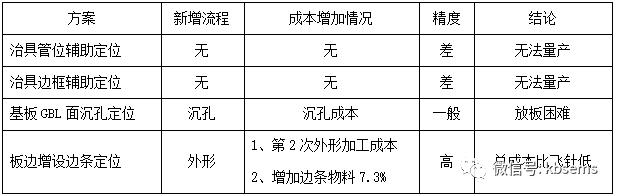
表11各測試方案生產(chǎn)流程變化成本數(shù)據(jù)分析
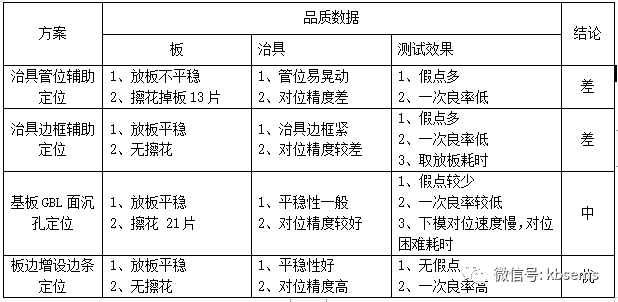
表12 各測試方案質(zhì)量數(shù)據(jù)總結(jié)

表13各測試方案生產(chǎn)效率分析
2、選擇方案建議
從以上數(shù)據(jù)看,四種測試中板邊增設(shè)邊條及NPTH定位的方案在生產(chǎn)效率、成本控制、及品質(zhì)方面均最優(yōu),建議將此方案作為檢測高密無內(nèi)定位LED燈芯板電性功能的第一選擇。
LED燈芯PCB產(chǎn)品已經(jīng)發(fā)展了一段時間,主要以焊盤點數(shù)少、燈板面積小的樣品為主,PCB生產(chǎn)企業(yè)一般安排多臺飛針機同時加工。但隨著焊盤密度、客戶需求數(shù)量的增加,已超出了普通飛針機的加工能力范圍,近期電刷式飛針機的研發(fā)與應(yīng)用,會對此類定單有一定的改善作用。文章僅針對LED板制程中點數(shù)較多、中、高難度的LED燈板類批量產(chǎn)品進行分析,并提出了幾點建議供各位參考,為完善LED燈芯PCB產(chǎn)品的工藝制程盡一份力。
-
led
+關(guān)注
關(guān)注
242文章
23277瀏覽量
660895 -
工業(yè)4.0
+關(guān)注
關(guān)注
48文章
2013瀏覽量
118629 -
互聯(lián)網(wǎng)+
+關(guān)注
關(guān)注
3文章
225瀏覽量
32496
原文標題:高密無內(nèi)定位LED燈芯板電測方案研究
文章出處:【微信號:pcbworld,微信公眾號:PCBworld】歡迎添加關(guān)注!文章轉(zhuǎn)載請注明出處。
發(fā)布評論請先 登錄
相關(guān)推薦
【討論】LED照明走替換式設(shè)計是死路一條嗎?
無(免)電源led驅(qū)動ic芯片方案選型
磁吸燈軌道燈芯片高輝度智能調(diào)光
地攤燈芯片/夜市燈芯片12-100V H5721L
直播補光燈芯片/補光燈芯片/網(wǎng)紅補光燈芯片/高輝無頻閃可共陽
LED智能磁吸燈驅(qū)動芯片48V調(diào)光深度0.1%H5112A
LED路燈恒流驅(qū)動IC高頻調(diào)光24V高輝度65536
LED筒燈芯片DCDC筒燈恒流調(diào)光IC雙色溫無頻閃PWM調(diào)光
DC/DC降壓恒流IC技術(shù)方案
惠海半導(dǎo)體LED磁吸燈芯片 48V PWM調(diào)光
哪家磁吸軌道燈調(diào)光ic好
吸頂燈芯片0.1%調(diào)光深度65536:1高輝調(diào)光比無頻閃
如何選擇性價比高的大燈芯片方案?
LED汽車大燈BOM表+線路圖 AP5125降壓恒流IC 車燈芯片應(yīng)用
12V-80V車燈芯片都有哪些?





 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論