") 手工焊接所需的工具及操作步驟
手工焊接所需的工具及操作步驟
目前電子元器件的焊接主要采用錫焊技術(shù)。錫焊技術(shù)采用以錫為主的錫合金材料作焊料,在一定溫度下焊錫熔化,金屬焊件與錫原子之間相互吸引、擴(kuò)散、結(jié)合,形成浸潤的結(jié)合層。外表看來印刷板銅鉑及元器件引線都是很光滑的,實(shí)際上它們的表面都有很多微小的凹凸間隙,熔流態(tài)的錫焊料借助于毛細(xì)管吸力沿焊件表面擴(kuò)散,形成焊料與焊件的浸潤,把元器件與印刷板牢固地粘合在一起,而且具有良好的導(dǎo)電性能。
錫焊接的條件是:焊件表面應(yīng)是清潔的,油垢、銹斑都會影響焊接;能被錫焊料潤濕的金屬才具有可焊性,對黃銅等表面易于生成氧化膜的材料,可以借助于助焊劑,先對焊件表面進(jìn)行鍍錫浸潤后,再行焊接;要有適當(dāng)?shù)募訜釡囟龋购稿a料具有一定的流動性,才可以達(dá)到焊牢的目的,但溫度也不可過高,過高時(shí)容易形成氧化膜而影響焊接質(zhì)量。
手工焊接的主要工具是電烙鐵。電烙鐵的種類很多,有直熱式、感應(yīng)式、儲能式及調(diào)溫式多種,電功率有15W、2OW、35w……300W多種,主要根據(jù)焊件大小來決定。一般元器件的焊接以2OW內(nèi)熱式電烙鐵為宜;焊接集成電路及易損元器件時(shí)可以采用儲能式電烙鐵;焊接大焊件時(shí)可用150W~300W大功率外熱式電烙鐵。小功率電烙鐵的烙鐵頭溫度一般在300~400℃之間。
焊錫是焊接的主要用料。焊接電子元器件的焊錫實(shí)際上是一種錫鉛合金,不同的錫鉛比例焊錫的熔點(diǎn)溫度不同,一般為180~230 ℃。手工焊接中最適合使用的是管狀焊錫絲,焊錫絲中間夾有優(yōu)質(zhì)松香與活化劑,使用起來異常方便。管狀焊錫絲有0.5、0.8、1.0、1.5…等多種規(guī)格,可以方便地選用。
焊劑又稱助焊劑,是一種在受熱后能對施焊金屬表面起清潔及保護(hù)作用的材料。空氣中的金屬表面很容易生成氧化膜,這種氧化膜能阻止焊錫對焊接金屬的浸潤作用。適當(dāng)?shù)厥褂弥竸┛梢匀コ趸ぃ购附淤|(zhì)量更可靠,焊點(diǎn)表面更光滑、圓潤。
手工焊接是傳統(tǒng)的焊接方法,雖然批量電子產(chǎn)品生產(chǎn)已較少采用手工焊接了,但對電子產(chǎn)品的維修、調(diào)試中不可避免地還會用到手工焊接。焊接質(zhì)量的好壞也直接影響到維修效果。手工焊接是一項(xiàng)實(shí)踐性很強(qiáng)的技能,在了解一般方法后,要多練;多實(shí)踐,才能有較好的焊接質(zhì)量。
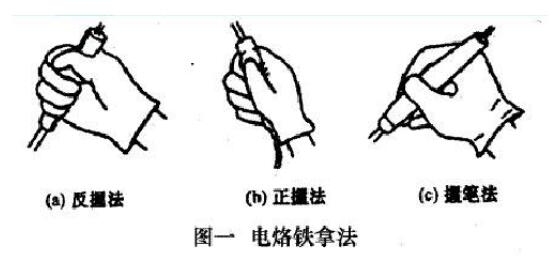
手工焊接握電烙鐵的方法,有正握、反握及握筆式三種。焊接元器件及維修電路板時(shí)以握筆式較為方便。
手工焊接一般分四步驟進(jìn)行。①準(zhǔn)備焊接:清潔被焊元件處的積塵及油污,再將被焊元器件周圍的元器件左右掰一掰,讓電烙鐵頭可以觸到被焊元器件的焊錫處,以免烙鐵頭伸向焊接處時(shí)燙壞其他元器件。焊接新的元器件時(shí),應(yīng)對元器件的引線鍍錫。②加熱焊接:將沾有少許焊錫和松香的電烙鐵頭接觸被焊元器件約幾秒鐘。若是要拆下印刷板上的元器件,則待烙鐵頭加熱后,用手或銀子輕輕拉動元器件,看是否可以取下。③清理焊接面:若所焊部位焊錫過多,可將烙鐵頭上的焊錫甩掉(注意不要燙傷皮膚,也不要甩到印刷電路板上!),用光烙錫頭“沾”些焊錫出來。若焊點(diǎn)焊錫過少、不圓滑時(shí),可以用電烙鐵頭“蘸”些焊錫對焊點(diǎn)進(jìn)行補(bǔ)焊。④檢查焊點(diǎn):看焊點(diǎn)是否圓潤、光亮、牢固,是否有與周圍元器件連焊的現(xiàn)象。
-
電子元器件
+關(guān)注
關(guān)注
133文章
3349瀏覽量
105703 -
電烙鐵
+關(guān)注
關(guān)注
11文章
254瀏覽量
44392 -
金屬
+關(guān)注
關(guān)注
1文章
599瀏覽量
24326
發(fā)布評論請先 登錄
相關(guān)推薦
電子制作手工焊接技術(shù)基礎(chǔ)

手工焊接的操作技巧
手工焊接基礎(chǔ)知識
手工焊接技術(shù)
簡述表面貼片元件的手工焊接技巧
焊接工具簡述
手工焊接貼片元件的詳細(xì)步驟
手工焊接的基本操作介紹
手工焊接電路板的步驟
貼片元件手工焊接步驟
如何手工制作電焊焊接pcb電路板
手工焊接步驟資料下載

貼片元件的手工焊接步驟





 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論