 電子發燒友App
電子發燒友App


點焊是指焊接時利用柱狀電極,在兩塊搭接工件接觸面之間形成焊點的焊接方法。點焊時,先加壓使工件緊密接觸,隨后接通電流,在電阻熱的作用下工件接觸處熔化,冷卻后形成焊點。本文主要介紹的是點焊基本原理及方法,首先介紹了點焊的特點及工作原理,其次介紹了點焊的方法,最后闡述了點焊的應用及安注意事項。
點焊的特點
(1)點焊時對連接區的加熱時間很短,焊接速度快。
(2)點焊只消耗電能,不需要填充材料或焊劑、氣體等。
(3)點焊質量主要由點焊機保證。操作簡單,機械化、自動化程度高,生產率高。
(4)勞動強度低,勞動條件好。
(5)由于焊接通電是在很短時間內完成的,需要用大電流以及施加壓力,所以過程的程序控制較復雜,焊機電容量大,設備的價格較高。
(6)對焊點進行無損探傷較困難。
點焊的工作原理
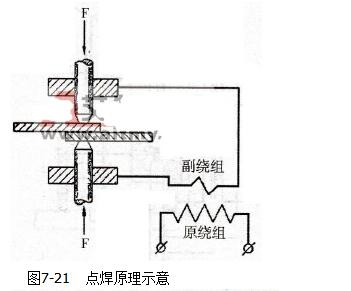
點焊原理如圖7-21所示,焊件被夾在兩個錐形銅質電極之間,待兩電極間的焊件熔化到可塑程度后再加壓焊成。點焊的焊接面積是不大的,焊點直徑約為3~20mm。
點焊的方法有哪些
單面點焊時,電極由工件的同一側向焊接處饋電,典型的單面點焊方式,單面單點點焊,不形成焊點的電極采用大直徑和大接觸面以減小電流密度。無分流的單面雙點點焊,此時焊接電流全部流經焊接區。有分流的單面雙點點焊,流經上面工件的電流不經過焊接區,形成風流。為了給焊接電流提供低電阻的通路,在工件下面墊有銅墊板。當兩焊點的間距l很大時,例如在進行骨架構件和復板的焊接時,為了避免不適當的加熱引起復板翹曲和減小兩電極間電阻,采用了特殊的銅橋A,與電極同時壓緊在工件上。
在大量生產中,單面多點點焊獲得廣泛應用。這時可采用由一個變壓器供電,各對電極輪流壓住工件的型式,也可采用各對電極均由單獨的變壓器供電,全部電極同時壓住工件的型式。后一型式具有較多優點,應用也較廣泛。其優點有:各變壓器可以安置得離所聯電極近,因而其功率及尺寸能顯著減小;各個焊點的工藝參數可以單獨調節;全部焊點可以同時焊接、生產率高;全部電極同時壓住工件,可減少變形;多臺變壓器同時通電,能保證三相負荷平衡。
點焊的應用
(1)薄板沖壓件搭接,如汽車駕駛室、車廂、收割機魚鱗篩片等。
(2)薄板與型鋼構槊和蒙皮結構,如車廂側墻和頂棚、拖車廂板、聯合收割機漏斗等。
(3)篩網和空間構架及交叉鋼筋等。
點焊的安全注意事項
(1)焊機的腳踏開關應有牢固的防護罩,防止意外開動。
(2)作業點應設有防止工作火花飛濺的擋板。
(3)施焊時焊工應帶平光防護眼鏡。
(4)焊機放置的場所應保持干燥,地面應鋪防滑板。
(5)焊接工作結束后應切斷電源,冷卻水開關應延長10s再關閉,在氣溫低時還應排除水路中的積水,防止凍結。









 工商網監
工商網監
評論