 電子發燒友App
電子發燒友App


艾默生EC10系列PLC在雙螺桿塑料擠出造粒機中的應用
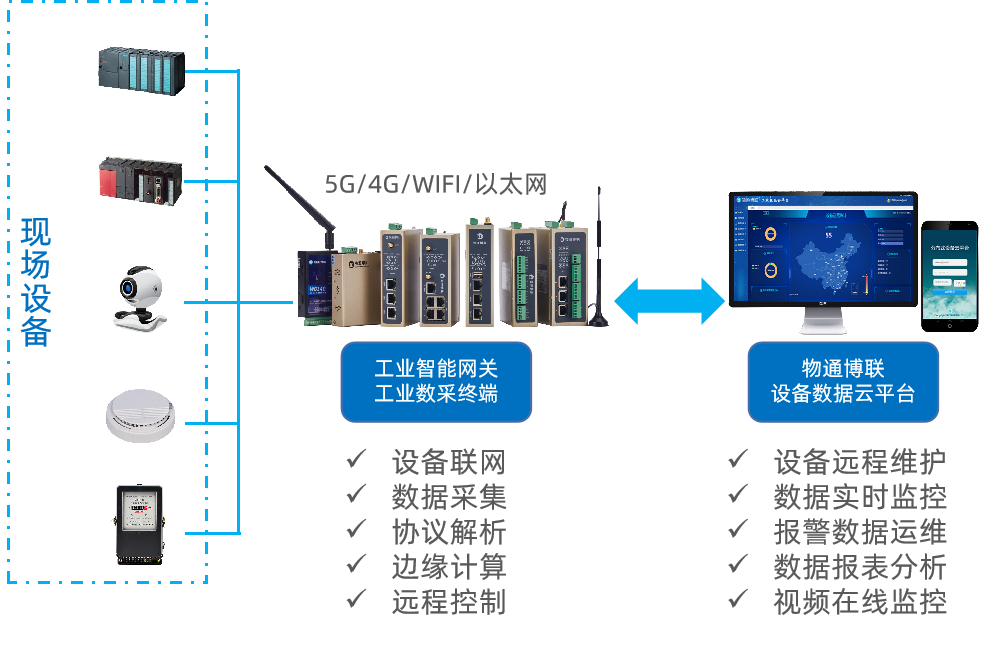
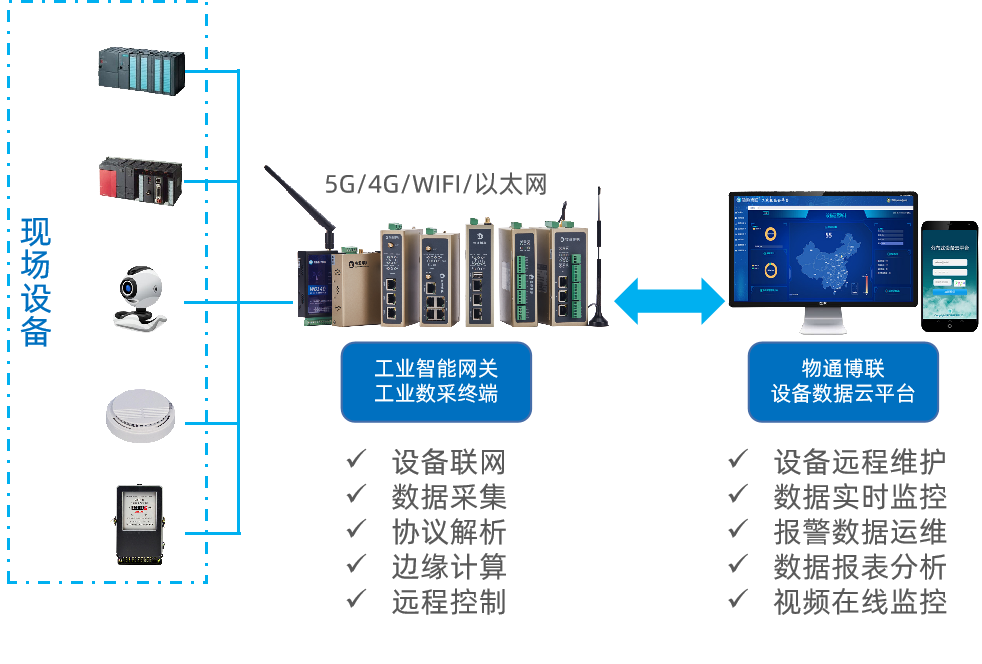
艾默生plc通過通訊口與加熱儀表通訊,實現物料和擠壓系統在成型加工中的溫度控制,其它邏輯控制和模擬量實現整個系統的自動控制并提供友好的人機界面。
1、 主機
一臺擠出機主機由擠壓、傳動、加熱冷卻三部分系統組成。
·擠壓系統主要由螺桿和機桶組成,是擠出機的關鍵部分;
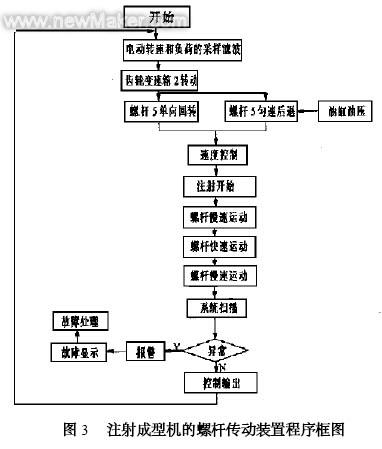
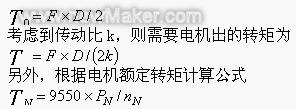
·傳動系統中起作用是驅動螺桿,要保證螺桿在工作過程中具備所需要的扭矩和轉速;
·加熱冷卻系統主要來保證物料和擠壓系統在成型加工中的溫度控制。
2.輔機
擠出設備的輔機的組成根據制品的種類而定。一般說來,輔機由劑透定型裝置、冷卻裝置、牽引裝置、切割裝置以及制品的卷取或堆放裝置等部分組成。
3.控制系統
擠出機的控制系統主要由電氣、儀表和執行機構組成,其主要作用為:
(1)控制主、輔機的拖動電機,滿足工藝要求所需的轉速和功率,并保證主、輔機能協調地運行。
(2)控制主、輔機的溫度、壓力、流量和制品的質量。
(3)實現整個機組的自動控制。
二、塑料擠出機的控制要點
1、 多段機筒,分多個溫區分別進行精確溫度控制,可進行加熱/冷卻雙向控制,控制精度±1℃,溫度可顯示和修改。
2、 喂料機、主機可進行調速控制,并顯示電流、轉速等參數。
3、 溶體壓力可顯示并進行超限報警。
4、 系統狀態實時監控,各種配方參數實時修改。
5、 系統要有完善的保護,在出現過電流等異常情況時自動保護設備。
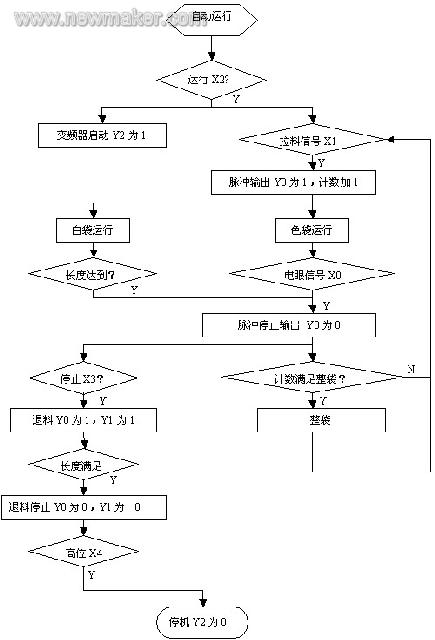
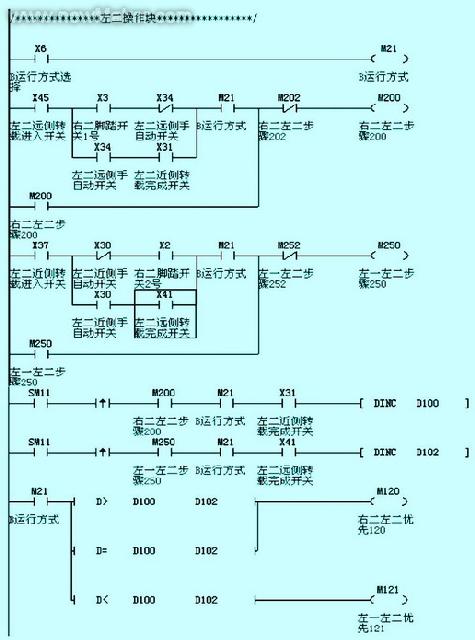
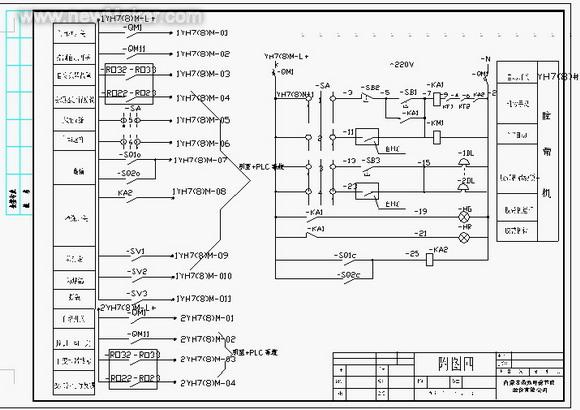
6、 按工藝要求實現互鎖和邏輯控制。
三、系統配置方案
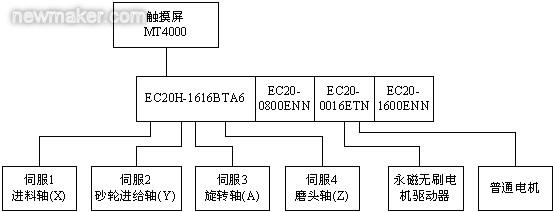
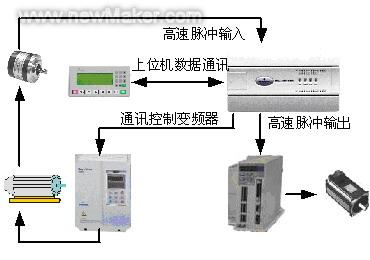
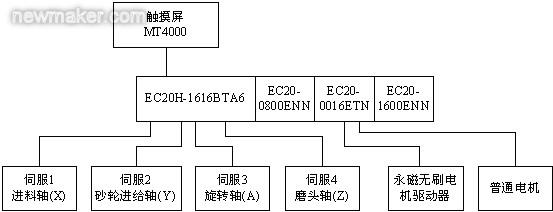
1、 主PLC采用艾默生EC10-1614BRA1,集成兩路12bit模擬量輸入和一路12bit模擬量輸出。另外擴展EC10-4AD模擬量輸入模塊和EC10-4DA模擬量輸出模塊,系統可提供16路開關量輸入、14路開關量輸出、6路模擬量輸入、5路模擬量輸出。
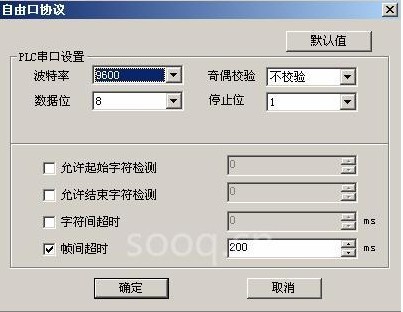
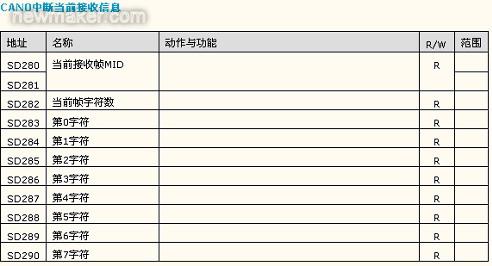
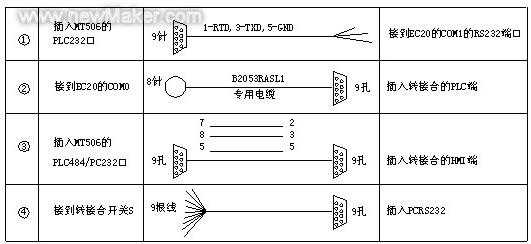
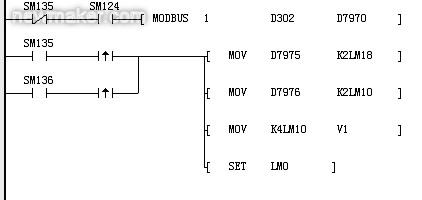
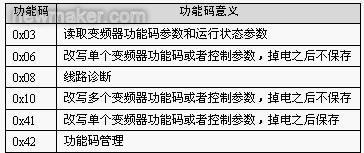
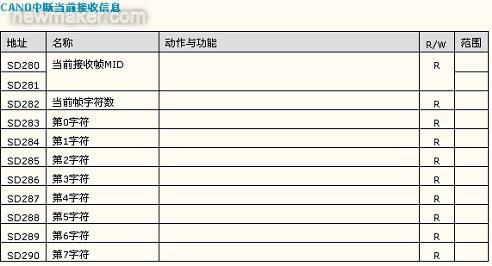
2、 溫度控制:溫度控制由溫控模塊獨立完成,內置加熱/冷卻雙PID運算,并支持RS485串行通訊功能,與PLC的COM1通訊口連接,采用自由通訊協議進行數據交換,可讀取各區實際溫度、加熱/冷卻狀態并在觸摸屏上顯示,并可在觸摸屏上修改溫度設定值、PID參數等。
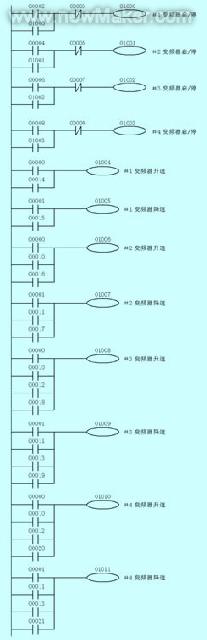
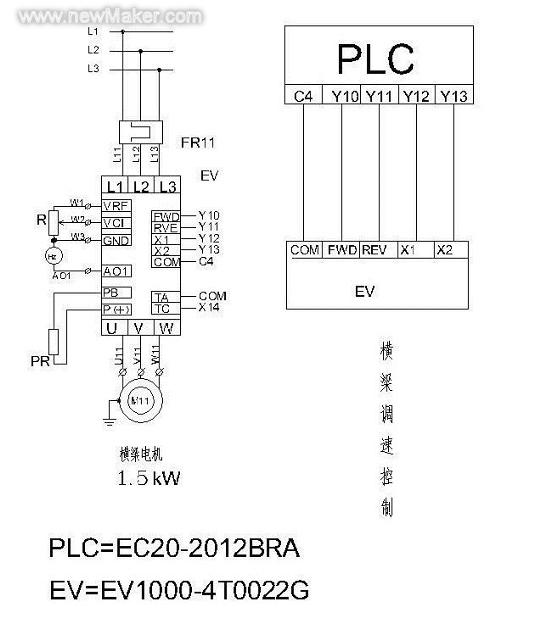
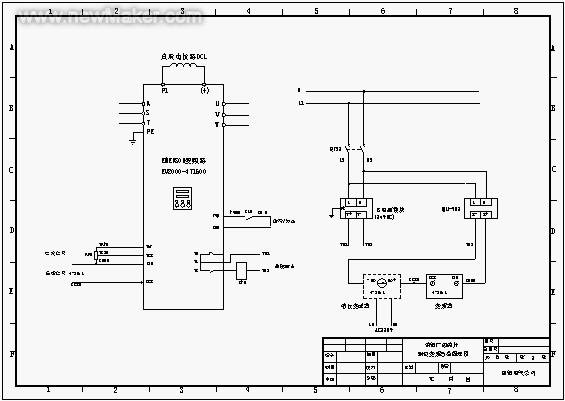
3、 調速控制:主機、喂料機選用艾默生EV2000/EV1000系列變頻器進行調速控制,獨特的磁通矢量控制技術,保證電機0.5HZ時180%的啟動轉矩,并保證轉速精度在0.5%以內。可在觸摸屏上任意修改轉速,通過模擬量輸出模塊轉換為0-10V模擬量信號給定至變頻器,實現主機、喂料機的精確速度給定。同時變頻器將電流、轉速等參數通過模擬量輸入模塊反饋給主PLC,并在觸摸屏上進行顯示和進行超限報警保護控制。
4、 溶壓顯示:壓力傳感器輸出4-20mA模擬量信號,直接連接至PLC模擬量輸入接口,轉換成數字量后可顯示壓力值,并可在觸摸屏上設定報警值進行超壓報警。
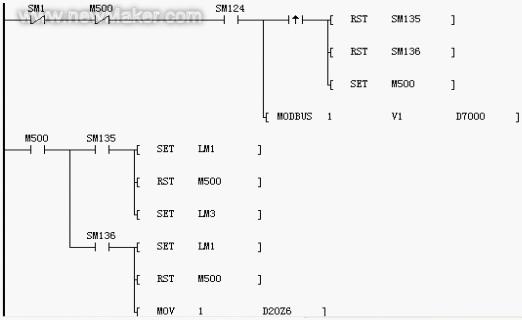
5、 人機對話界面:選用10.4寸真彩觸摸屏,與PLC的COM0通訊口連接,采用MODBUS串行通訊協議進行數據交換,可實時顯示系統運行狀態,對系統設備進行控制操作,并可顯示系統運行數據、報警內容、修改工藝配方等。
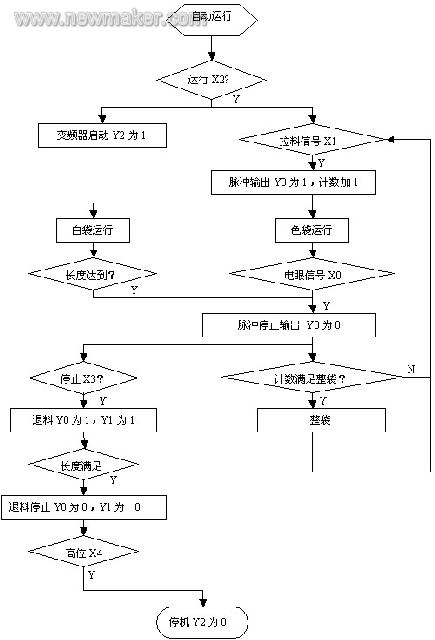
6、 互鎖和邏輯控制:EC10系列PLC程序容量可達12K步,指令處理速度0.3us,能夠根據系統工藝要求編寫程序實現完美的邏輯控制。
四、控制系統特點
1、內置兩個串行通訊口,可同時與觸摸屏以及其它外部設備進行通訊。
2、 主PLC內置模擬量輸入輸出,性價比高。
3、 系統最大可擴展至128路開關量和19路模擬量,擴展性好。
4、 超大的數據容量,可存儲多組配方參數及其它生產參數。
五、應用總結
南京某高聚物裝備公司是專業從事雙螺桿塑料擠出造粒設備研發、生產和銷售的公司,其控制系統廣泛采用艾默生EC10系列PLC,具有很高的性價比,且穩定可靠,深受客戶的好評






















 工商網監
工商網監
評論