 電子發(fā)燒友App
電子發(fā)燒友App


關(guān)鍵字:PLC HMI 變頻器閉環(huán)控制
1 前言
近十多年來,我國(guó)紡織機(jī)械行業(yè)的自動(dòng)化水平有了明顯的提高,在新型紡織機(jī)械上普遍采用了自動(dòng)化技術(shù)。這項(xiàng)技術(shù)的內(nèi)容包含了先進(jìn)的信息處理和控制技術(shù),即以計(jì)算機(jī)為核心,有PLC、工控機(jī)、單片機(jī)、人機(jī)界面、現(xiàn)場(chǎng)總線等組成的控制系統(tǒng)。先進(jìn)的驅(qū)動(dòng)技術(shù),有變頻調(diào)速、交流伺服、步進(jìn)電機(jī)等,檢測(cè)傳感技術(shù)和執(zhí)行機(jī)構(gòu)等。棉紡織設(shè)備較有代表性的機(jī)電一體化產(chǎn)品,例如新型的粗紗機(jī),應(yīng)用了自動(dòng)化技術(shù)后機(jī)構(gòu)簡(jiǎn)化,性能改善,質(zhì)量提高,操作方便,提升了設(shè)備的檔次和水平。采用觸摸屏人機(jī)界面,操作簡(jiǎn)單方便。變頻調(diào)速降低了設(shè)備的噪音和功率,減少了機(jī)械損耗,并且隨著業(yè)內(nèi)人士對(duì)紡織工藝的更深入了解,粗紗機(jī)的功能更加的完善,使國(guó)產(chǎn)粗紗機(jī)比進(jìn)口粗紗機(jī)更加適合在國(guó)內(nèi)應(yīng)用。
近幾年來,重定量高效工藝的廣泛應(yīng)用,使得紡紗新技術(shù)推向了更高的發(fā)展水平,本文闡述整合DVP系列 PLC和變頻器等臺(tái)達(dá)自動(dòng)化產(chǎn)品的某型粗紗機(jī)控制系統(tǒng),設(shè)備應(yīng)用高效紡紗工藝技術(shù),不僅提高了設(shè)備的生產(chǎn)效率,而且完善了控制系統(tǒng)技術(shù)配置方案,提高了粗紗機(jī)設(shè)備工作穩(wěn)定性和高效性,同時(shí)改善了紗錠產(chǎn)品的質(zhì)量,也體現(xiàn)了控制系統(tǒng)較高的性價(jià)比,值得同行推廣應(yīng)用。
2 工藝分析
某型粗紗機(jī)運(yùn)用了高效工藝以及配置技術(shù)參數(shù)合理選擇,進(jìn)行了精細(xì)剖析并經(jīng)過實(shí)驗(yàn)優(yōu)化出恰當(dāng)?shù)墓に嚰夹g(shù)參數(shù),合理配置粗紗定量、粗紗后區(qū)牽伸倍數(shù)、羅拉隔距、上羅拉定位、粗紗捻系數(shù)、鉗口隔距等高效工藝參數(shù)是改善粗紗條和提高成紗質(zhì)量的保證。
其技術(shù)特性如下:
適紡線密度(tex) 200—1250
適紡纖維長(zhǎng)度(mm) 22—65
牽伸倍數(shù)(倍) 4.2—12
最高機(jī)械錠速 (r.min-1) 1600
最高工藝錠速 (r.min-1) 1200
捻度范圍 (捻/m) 18—80
卷裝尺寸(mm) ф150×400
錠距(mm) 220
牽伸形式 四羅拉雙短皮圈
加壓形式 TexParts PK—1500或YJ4-190×4
下羅拉直徑(mm) ф28.5 ф28.5 ф28.5 ф28.5
皮輥直徑(mm) ф28 ф28 ф25 ф28
3 控制系統(tǒng)
3.1 控制系統(tǒng)配置
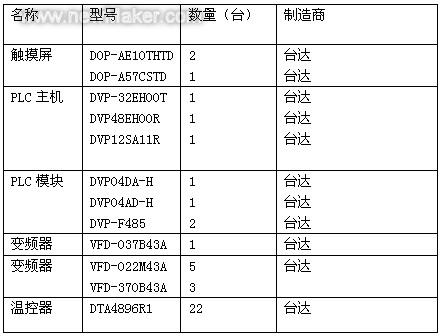
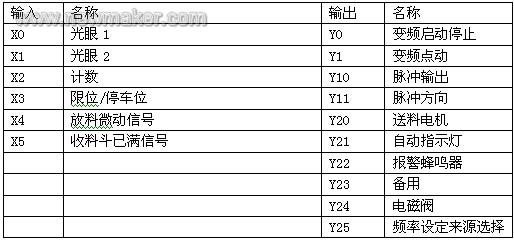
技術(shù)方案配置詳見表1所示:

表1 技術(shù)方案配置表
上述表格僅列舉出控制系統(tǒng)主要元器件,此外還包括低壓電器(低壓斷路器、電磁接觸器、電磁繼電器、儲(chǔ)能直流電容器、按鈕、指示燈等)、檢測(cè)傳感器(接近開關(guān)、行程開關(guān)等),此處均不予贅述。
3.2 控制系統(tǒng)原理及框圖
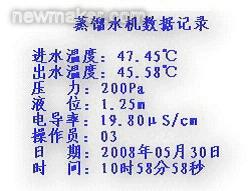
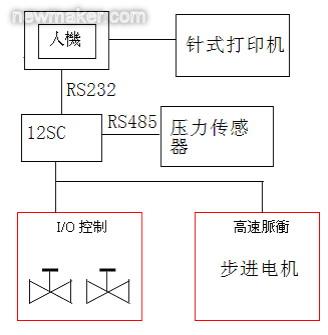
控制系統(tǒng)上位機(jī)采用臺(tái)達(dá)10.4寸65536色真彩觸摸屏,人機(jī)界面通過COM1通訊口以RS232C方式和下位控制器PLC進(jìn)行實(shí)時(shí)通訊,實(shí)現(xiàn)粗紗機(jī)設(shè)備運(yùn)行參數(shù)信息顯示,運(yùn)轉(zhuǎn)參數(shù)指令輸入,設(shè)備報(bào)警信息顯示等功能;下位控制器PLC執(zhí)行用戶邏輯梯形圖程序,根據(jù)設(shè)備工藝技術(shù)條件,采集輸入點(diǎn)數(shù)字量信號(hào),程序處理執(zhí)行后,刷新輸出點(diǎn)狀態(tài),執(zhí)行相應(yīng)輸出動(dòng)作,通過PLC自身集成的COM2通訊口以RS485方式向第一臺(tái)7.5KW的變頻器發(fā)送頻率命令,PLC高速脈沖輸入接口同時(shí)接收7.5KW變頻器拖動(dòng)主電機(jī)軸端的編碼器脈沖信號(hào),采集高速脈沖信號(hào)PLC程序進(jìn)行運(yùn)算處理;7.5KW主電機(jī)軸端編碼器脈沖輸出信號(hào)同時(shí)驅(qū)動(dòng)第二臺(tái)2.2KW卷繞變頻器,2.2KW卷繞變頻器集成速度閉環(huán)PG卡,自身構(gòu)成閉環(huán)速度控制系統(tǒng),PG反饋卡接收7.5KW主電機(jī)編碼器的脈沖輸入作為頻率指令來源,PG卡分頻輸出自身編碼器高速脈沖信號(hào)給第三臺(tái)1.5KW升降變頻器;1.5KW升降變頻器集成速度閉環(huán)PG卡,自身構(gòu)成速度閉環(huán)控制系統(tǒng),PG反饋卡接收2.2KW卷繞電機(jī)編碼器的脈沖輸入最為頻率指令來源。
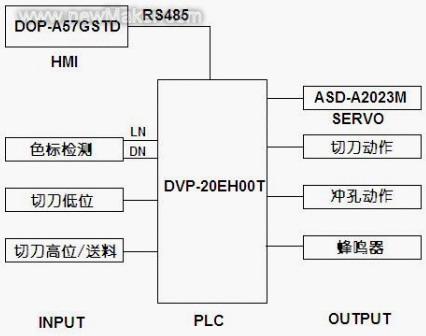
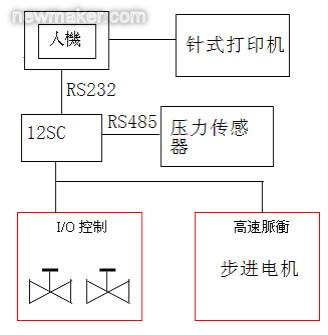
值得一提的是,編碼器信號(hào)輸出類型選擇為差分信號(hào)線驅(qū)動(dòng)型(Line Driver),臺(tái)達(dá)DVP32EH00M型號(hào)PLC可以直接接收線驅(qū)動(dòng)差分形式的高速脈沖信號(hào),PG速度閉環(huán)反饋卡也選擇接收差分形式脈沖信號(hào),采用線驅(qū)動(dòng)差分形式的高速脈沖信號(hào)有效地克服了工業(yè)現(xiàn)場(chǎng)各類雜訊干擾導(dǎo)致高速脈沖信號(hào)丟失或者失真的現(xiàn)象。控制系統(tǒng)原理框圖如圖1所示:

圖1 控制系統(tǒng)原理框圖
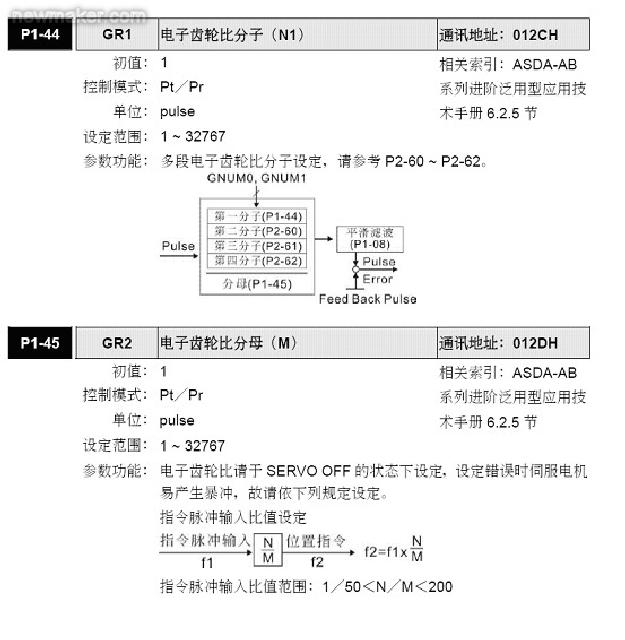
3.4變頻PLC技術(shù)的運(yùn)用
該型高速懸錠式粗紗機(jī)采用了PLC作為主控器,三軸聯(lián)動(dòng)的變頻傳動(dòng)技術(shù),三電機(jī)聯(lián)動(dòng)傳動(dòng)分別由兩條H型同步帶傳送,其獨(dú)特的傳動(dòng)技術(shù)特性使該機(jī)經(jīng)過變頻調(diào)速實(shí)現(xiàn)不同的錠子速度和羅拉速度,完成牽伸和加捻工藝;控制龍筋升降速度以及主軸恒速與相關(guān)的分速度合成的卷繞速度使其完成了成形和卷繞任務(wù)。
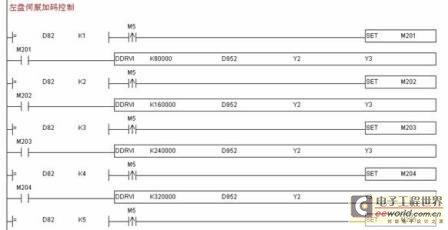
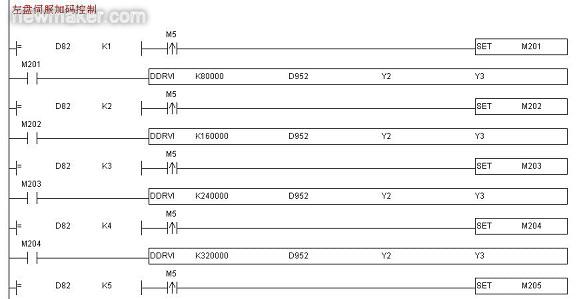
3.5自由換向?qū)@夹g(shù)的運(yùn)用
該型粗紗機(jī)取百家之長(zhǎng)自主開拓了自由換向PLC控制程序,使升降變頻電機(jī)的轉(zhuǎn)向?qū)崿F(xiàn)了紡紗過程的自由換向,百毫秒的換向時(shí)間達(dá)到了快速自由換向的技術(shù)要求。
3.6 D型牽伸的運(yùn)用
該型粗紗機(jī)采用了四羅拉雙短皮圈的D型牽伸型式,在三羅拉雙短皮圈的牽伸型式的基礎(chǔ)上,在前方增加一對(duì)集束羅拉:即在前羅拉和二羅拉之間形成了一個(gè)整理集束區(qū),該區(qū)加裝了集合器這樣就使二、三羅拉之間成為主牽伸區(qū),三、四羅拉之間成為后區(qū)副牽伸區(qū),因此使?fàn)可旌图碛猛緟^(qū)分開來,即:牽伸不集束,集束不牽伸,從而在一定程度上減少了牽伸羅拉面積上的壓力峰值,改善了羅拉牽伸的工作條件,集束整理區(qū)的設(shè)置和纖維浮游區(qū)的改動(dòng)增強(qiáng)了纖維變速點(diǎn)的動(dòng)搖性,與三羅拉雙短皮圈牽伸型式相比擬大幅度地改善了粗紗條的質(zhì)量。
3.7 設(shè)備意外斷電停機(jī)處理
由于粗紗機(jī)使用現(xiàn)場(chǎng)電源可能會(huì)出現(xiàn)意外停電,如果設(shè)備沒有后備電源,那么設(shè)備意外停機(jī)時(shí),PLC、HMI和變頻器瞬間掉電會(huì)使設(shè)備驅(qū)動(dòng)電機(jī)以自由停車方式運(yùn)行,此時(shí)控制系統(tǒng)無法記憶當(dāng)前運(yùn)行位置信息和運(yùn)轉(zhuǎn)參數(shù)信息,再次啟動(dòng)系統(tǒng)會(huì)出現(xiàn)參數(shù)混亂情況,所以粗紗機(jī)系統(tǒng)勢(shì)必要加裝電源儲(chǔ)能裝置,以備在電源意外斷電情況下釋放電能,保證PLC、HMI和變頻器在設(shè)備正常停車之前電源穩(wěn)定供應(yīng)。考慮到經(jīng)濟(jì)成本,采用直流大電容作為儲(chǔ)能元件要比選用大功率UPS節(jié)省成本,而且UPS的響應(yīng)時(shí)間要比電容器長(zhǎng),綜合考慮采用大容量直流電容器作為儲(chǔ)能元器件,實(shí)踐證明完全滿足技術(shù)要求,電源停電后,通過大容量電容器釋放電能供給PLC和變頻器,PLC能夠持續(xù)運(yùn)行60S,變頻器也能夠持續(xù)運(yùn)行50S,這些時(shí)間足夠有效處理意外停電后設(shè)備正常停機(jī)工藝動(dòng)作。需要注意的是,對(duì)于臺(tái)達(dá)PLC直流供電,直流電源正極接到N端子,直流電源負(fù)極接到L端子;而對(duì)于三臺(tái)變頻器則要求共直流母線DC-BUS,也就是三臺(tái)變頻器直流母線并聯(lián)在一起,統(tǒng)一連接在大容量?jī)?chǔ)能電容器組件上面。
4 變頻器調(diào)試后參數(shù):
(1)主電機(jī)7.5KW變頻器參數(shù)調(diào)整如表2所示:

表2 主電機(jī)7.5KW變頻器參數(shù)調(diào)整
(2)卷繞電機(jī)2.2KW變頻器參數(shù)調(diào)整如表3所示:

表3 卷繞電機(jī)2.2KW變頻器參數(shù)調(diào)整
(3)升降電機(jī)1.5KW變頻器調(diào)整參數(shù)如表4所示:

表4 升降電機(jī)1.5KW變頻器調(diào)整參數(shù)
5 結(jié)語
為客戶提供具有良好性價(jià)比完美整合方案是中達(dá)電通的營(yíng)銷策略,提供穩(wěn)定可靠的系統(tǒng)集成解決方案是服務(wù)客戶的保證,此次粗紗機(jī)自動(dòng)化控制系統(tǒng)整合應(yīng)用臺(tái)達(dá)HMI、PLC、變頻器等自動(dòng)化產(chǎn)品,為客戶開發(fā)了一套穩(wěn)定可靠的系統(tǒng),不但能夠滿足客戶紡機(jī)設(shè)備工藝要求,而且更提高了紡紗產(chǎn)品質(zhì)量和設(shè)備的工作效率,受到了客戶和使用單位極大認(rèn)可,客戶稱此次粗紗機(jī)技術(shù)改造成功后,經(jīng)過工廠測(cè)試獲得成功,后續(xù)還會(huì)采用這個(gè)成熟的技術(shù)方案進(jìn)行批量生產(chǎn)設(shè)備,再次證明中達(dá)電通是客戶值得信賴的合作伙伴。
















 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論