 電子發燒友App
電子發燒友App


什么是低壓開關柜
低壓開關柜適用于發電廠、石油、化工、冶金、紡織、高層建筑等行業,作為輸電、配電及電能轉換之用。產品符合GB7251.1-2005《低壓成套開關設備》(IDT IEC60439-1 1999)標準規定。低壓開關柜屬于列入3C認證強制性認證產品《目錄》的產品。
分類
從結構方式上分
(1)固定式:
能滿足各電器元件可靠地固定于柜體中確定的位置。柜體外形一般為立方體,如屏式、箱式等,也有棱臺體如臺式等。這種柜有單列,也有排列。
為了保證柜體形位尺寸,往往采取各構件分步組合方式,一般是先組成兩片或左右兩側,然后再組成柜體,或先滿足外形要求,再順次連接柜體內部支件。組成柜體各棱邊的零件長度必須正確(公差取負值),才能保證各方面幾何尺寸,從而保證整體外形要求。對于柜體兩側面,因考慮排列需要,中間不能有隆起現象。
另外從安裝角度考慮,底面不能有下陷現象。在排列安裝中,地基平整是先決條件,但干整度和柜體本身都有一定誤差,在排列中要盡量抵消橫向差值,而不要造成差值積累,因為差值積累將造成柜體變形,影響母線聯結及產生組件安裝異位、應力集中,甚至影響電器壽命。故在排列時宜用地基最高點為安裝參考點,然后逐步墊正擴排,在底面干整度較理想并可預測條件下,也可采取由中間向兩側擴排方式,使積累差值均布。
為了易于調整,抵消公差積累,柜體寬度公差都取負值。柜體的各個構件結合體完成以后,視需要還應進行整形,以滿足各部分形位尺寸要求。對定型或批量較大的柜體制造時應充分考慮用工裝夾具,以保證結構的正確統一,夾具的基準面以取底面為妥,夾具中的各定位塊布置以工作取出方便為準,對于柜體的外門等因易受運輸和安裝等影響,一般在安裝時進行統一調整。
(2)抽出式:
抽出式是由固定的柜體和裝有開關等主要電器元件的可移裝置部分組成,可移部分移換時要輕便,移入后定位要可靠,并且相同類型和規格的抽屜能可靠互換,抽出式中的柜體部分加工方法基本和固定式中柜體相似。但由于互換要求,柜體的精度必須提高,結構的相關部分要有足夠的調整量,至于可移裝置部分,要既能移換,又要可靠地承裝主要元件,所以要有較高的機械強度和較高的精度,其相關部分還要有足夠的調整量。
制造抽屜式低壓柜的工藝特點是:(1)固定和可移兩部分要有統一的參考基準;(2)相關部分必須調整到最佳位置,調整時應用專用的標準工裝,包括標準柜體和標準抽屜;(3)關鍵尺寸的誤差不能超差;(4)相同類型和規格的抽屜互換性要可靠。
從連接方式上分
(1)焊接式:
它的優點是加工方便、堅固可靠;缺點是誤差大、易變形、難調整、欠美觀,而且工件一般不能預鍍。另外,對焊接夾具有一定的要求:
①剛性好、不會受工件變形影響;
②外形尺寸略大于工件名義尺寸,可抵消焊后收縮影響;
③平整、簡易、方便操作,盡量減少可轉動機構,避免卡損;
④為防止焊蝕和易于檢修調整,要選擇好工件支持,支持還要加置防焊蝕墊件。
工件焊后變形現象是焊接時由于焊接處受熱分子膨脹,擠壓產生微觀位移,冷卻后不能復位而產生的應力所致。為了克服變形影響,必須考慮整形工藝。整形的方法一般有:
①通過試驗預測工件變形范圍,在焊接前強迫工件向反方向變形,以期焊后達到預定尺寸;
②焊后用過正方法矯正;
③擊、壓焊接后相對收縮部分,而得到應力平衡;
④加熱焊接后相對松凸部分,達到與焊接處同樣收縮的目的;
⑤必要時對構件進行整體熱處理。另外,焊接點選擇、焊縫走向、焊接次序、點焊定位對焊后變形現象都有一定的影響,如處理得當可減少變形,但這要視具體情況而定。
(2)緊固件連接:
它的優點是適于工件預鍍,易變化調節,易美化處理,零部件可標準化設計,并可預生產庫存,構架外形尺寸誤差小。缺點是不如焊接堅固,要求零部件的精度高,加工成本相對上升。緊固件一般都為標準件,其種類主要有常規的螺釘、螺母和鉚釘、拉鉚釘,以及預緊而可微調的卡箍螺母和預緊的拉固螺母,還有自攻螺釘等。也有專用緊固螺釘(如國外引進的低壓柜大多用專用緊固螺釘)。
工藝特點:以夾具定形,工裝定位,并視需要配以壓力墊圈;鉚接一般要配鉆,且預鍍件要防止鍍層被破壞;對于用精密的加工中心或專用設備加工的構件,如各連接孔徑與緊固件直徑能保持微量間隙時,則可以不用夾具進行裝合,一次成形;對導向及定位件的緊固,應以專用量具先定位再以標準工裝檢測。
產品特點
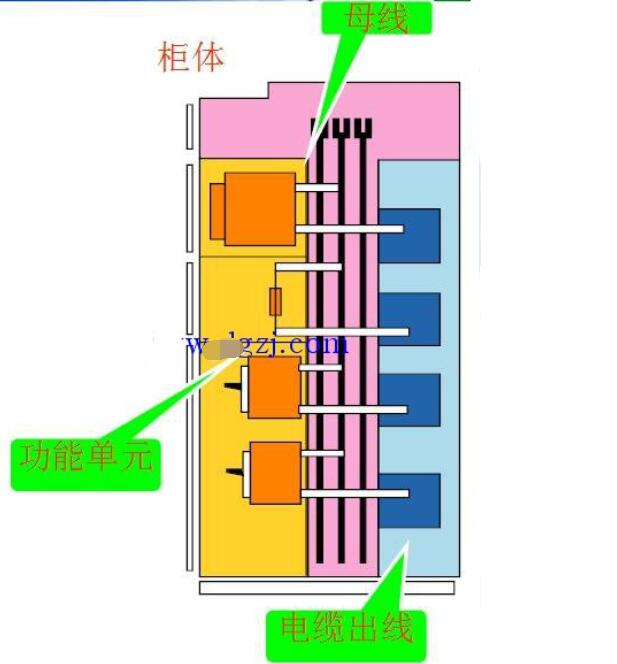
1.設計合理:根據逃口、圖產等各種開關電氣的特點進行單元化設計,組合成功能單元。
2.結構通用,組裝靈活:C型型材滿足各種結構形式.I覽護等級及使用環繞條件的要求。
3.標準模塊·可以分別組成保護、操作、轉換、控制等標準單元模塊結構任意選用組輩革。
4.安全防護:采用區域之間的隔離以及功能單元進線和出線之間的相互隔離,有效地加強安全防護性能。
5.技術參數:主要技術參數處于國際領先水平。
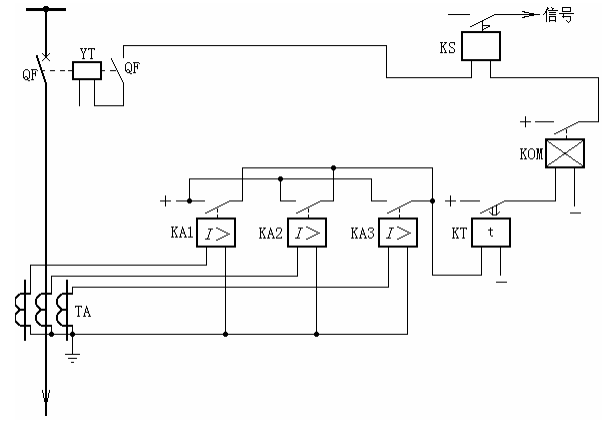
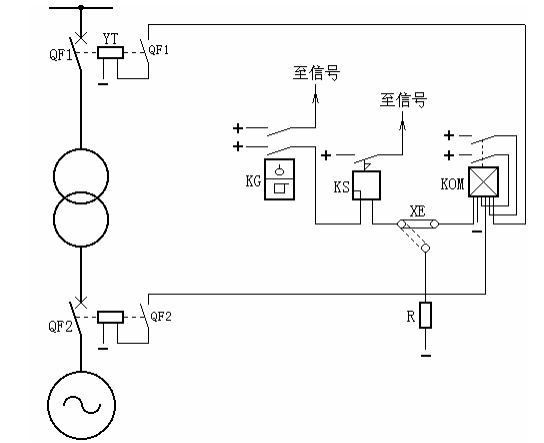
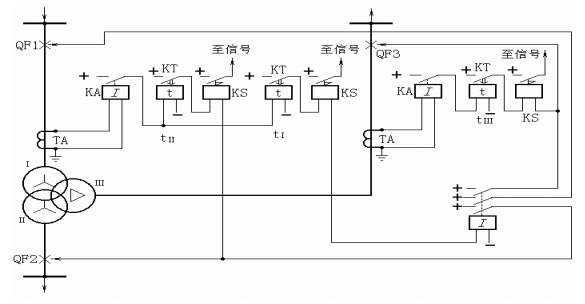
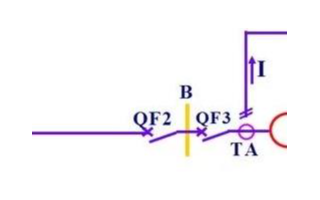
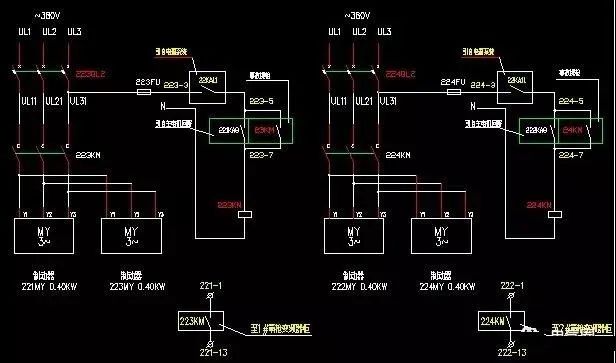
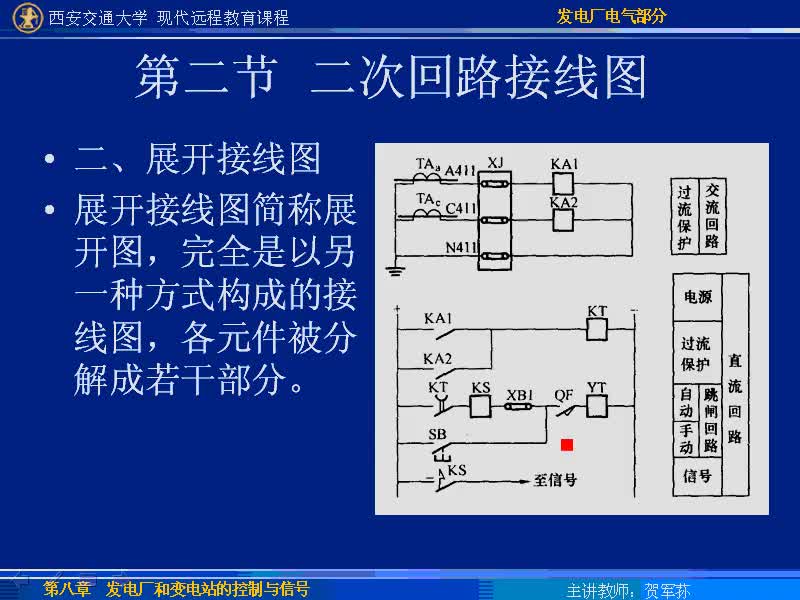
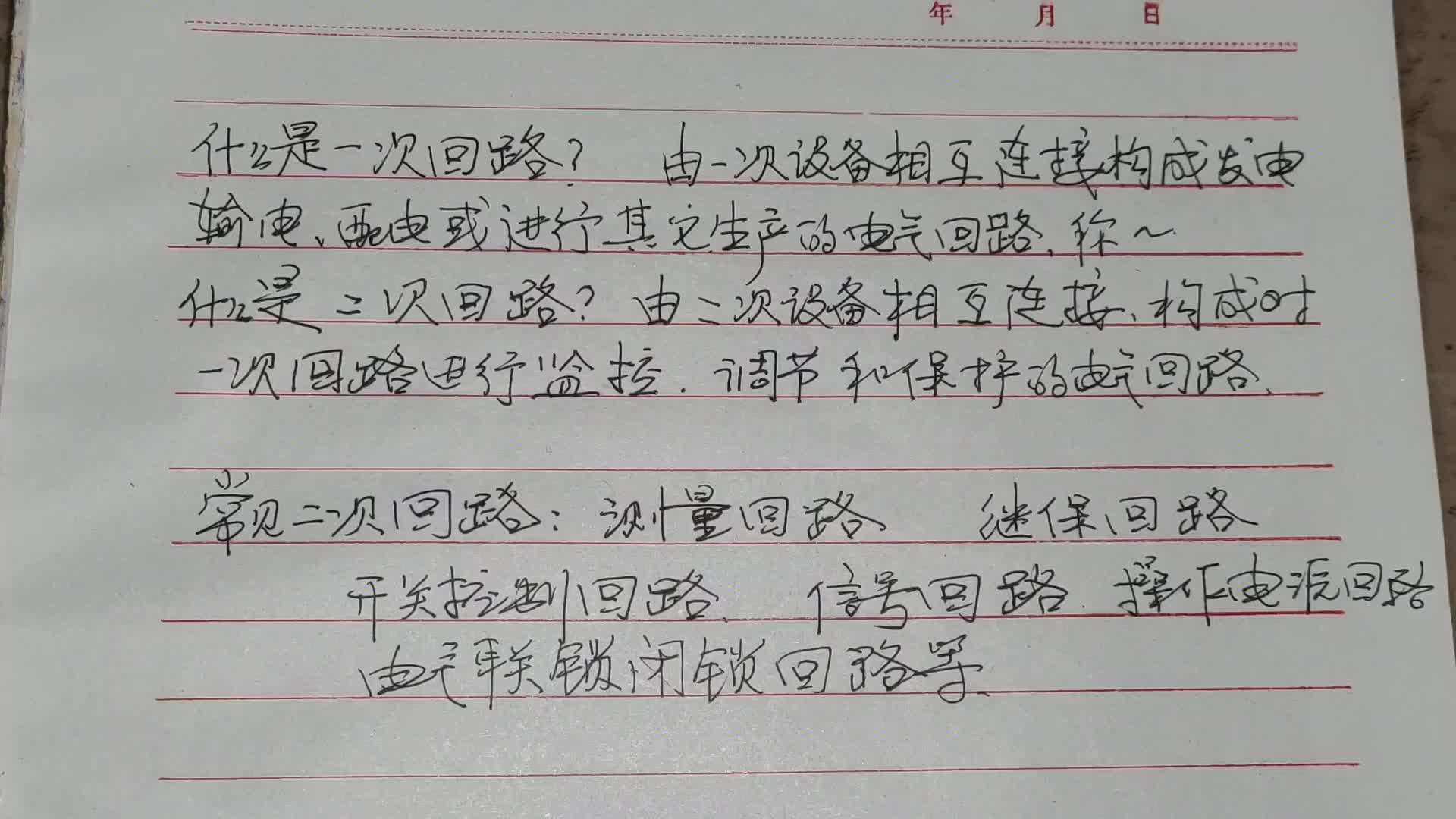
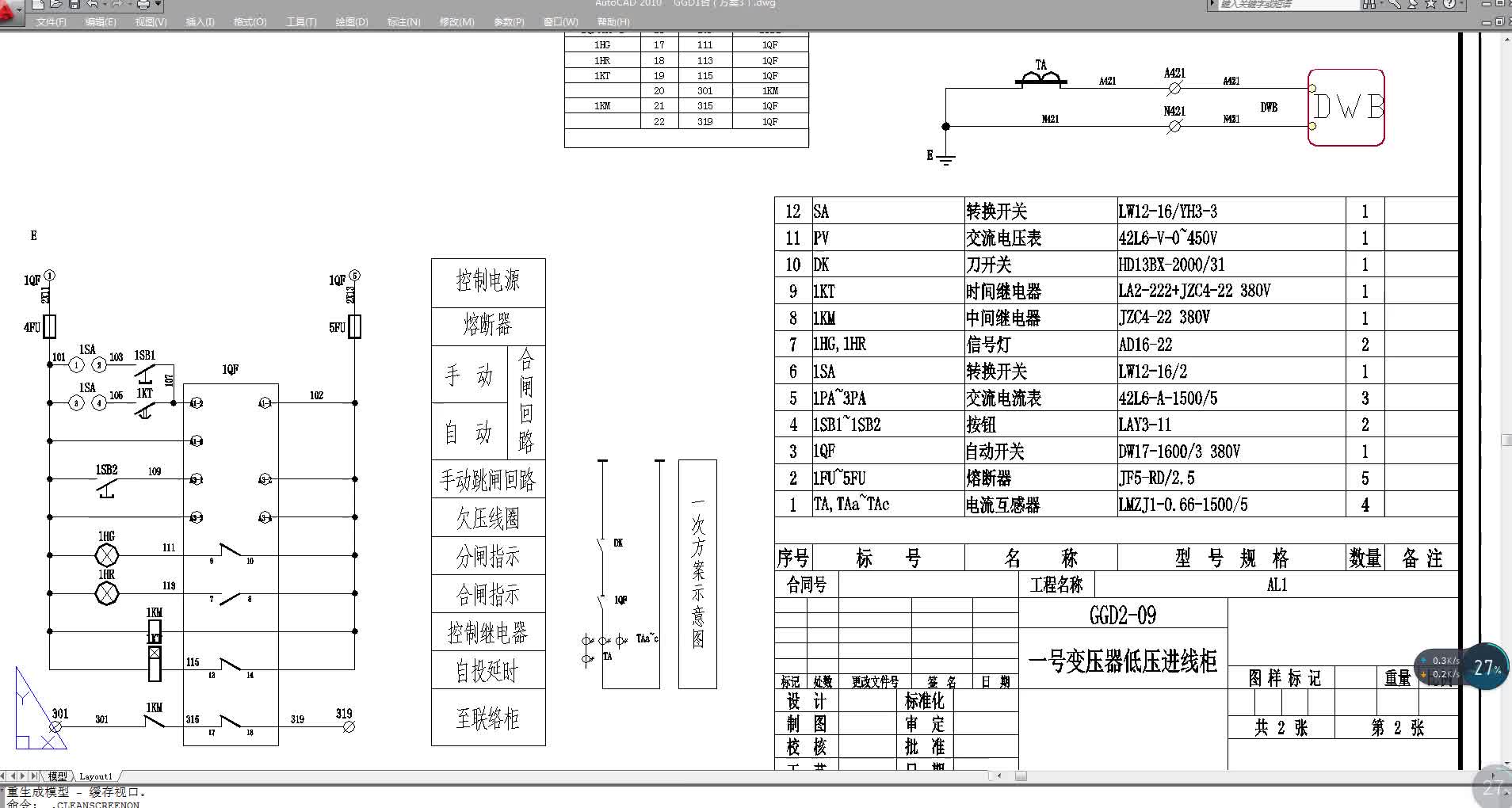
二次回路的定義:
由二次設備互相連接,構成對一次設備進行監測、控制、調節和保護的電氣回路稱為二次回路。
在詞典中的解釋:
在電氣系統中由互感器的次級繞組、測量監視儀器、繼電器、自動裝置等通過控制電纜聯成的電路。用以控制、保護、調節、測量和監視一次回路中各參數和各元件的工作狀況。
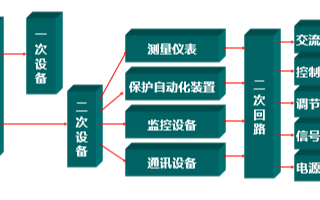
指對一次設備的工作進行監視、控制、測量、調節和保護,所配置的如:測量儀表、繼電器、控制和信號元件,自動裝置、繼電保護裝置、電流、電壓互感器等,按一定的要求連接在一起所構成的電氣回路,稱為二次接線或稱為二次回路。
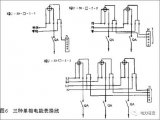
二次回路的組成見圖一:
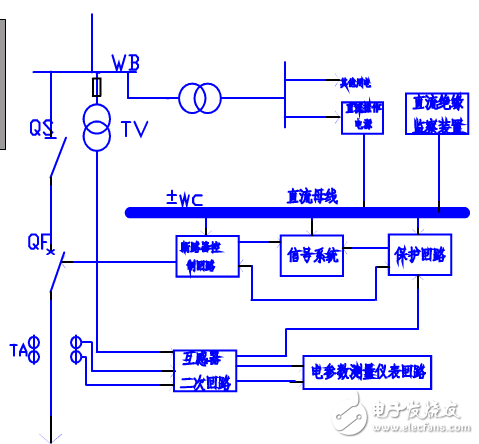
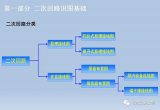
按電源性質分: 直流回路、交流回路按二次設備各種不同的用途可分為: 繼電保護二次回路、自動裝置二次回路、控制系統二次回路、測量儀表二次回路、信號裝置二次回路等。
低壓配電柜二次接線規范
電氣接線工藝上應力求美觀、實用、便于施工操作和方便以后檢修查線。接線應兼顧全局,力求整齊劃一、協調大方,給人以整體美,不得標新立異、各自為政,避免給人以零亂無章之感。
1、電纜整理
1.1、電纜整理應層次分明、曲率一致、松緊適度,嚴禁扭曲、交叉或雜亂無章。
1.2、電纜的固定應采用綁線或尼龍扎帶,扎帶規格應與電纜的粗細要求相符且應規格一致,留頭方向統一,扎帶過長的部分應予剪除。
2、電纜頭制作
2.1、電纜開剝時應小心從事,力度適中,嚴禁傷及線芯絕緣。
2.2、電纜頭的制作材料應使用塑料帶和黑色塑料絕緣粘膠帶。
2.3、做頭時以紅色塑料帶有序纏繞,成型后用黑色塑料膠帶封口。
2.4、做頭時以塑料帶對折后繃緊纏繞,纏繞時應緊緊貼近芯線和護套接口處,上端頭截面平齊且垂直于電纜軸線,成型后為堅固密實的圓筒狀,表面光潔、形體美觀、嚴禁出現紡綞形。
2.5、電纜頭的長度以26mm左右為宜,直徑不大于電纜護套外徑2mm,電纜頭在護套上的包扎長度一般為13mm左右。
2.6、電纜綁扎成束后,電纜頭應高度一致在同一水平面上。
2.7、電纜的屏蔽層、帶、芯應可靠外引以便接地。
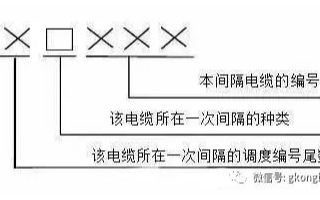
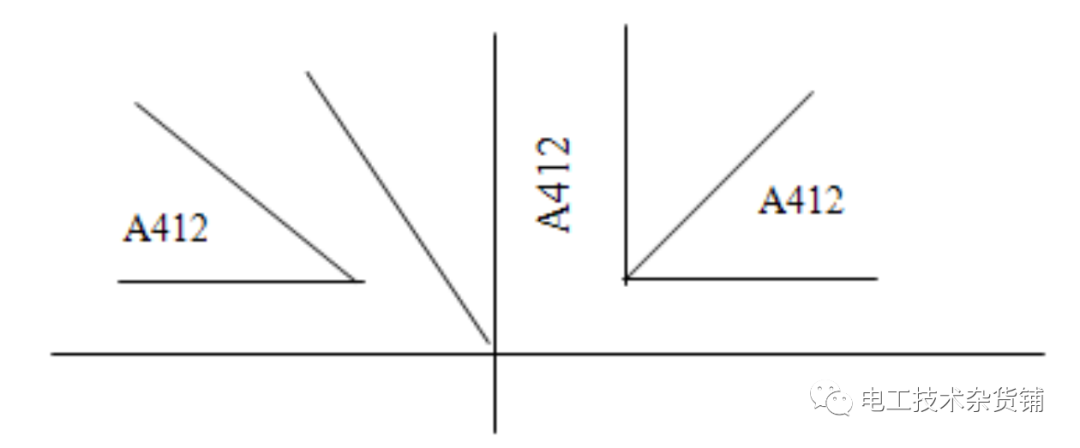
3、電纜標識
3.1、電纜標識牌用微機打印、壓塑制作,內容包括電纜型號、規格、用途及走向。
3.2、標識牌的掛裝應使用防蝕、防霉的繩帶,宜采用化纖絲。

















 工商網監
工商網監
評論