 電子發燒友App
電子發燒友App


一、引言
當數控龍門鏜銑床的位置環增益(Kv)因各種原因無法提高時,在高速加工、圓弧插補時,會產生一個較大的跟隨誤差和圓度誤差,影響工件的加工精度。在不增加位置環增益(Kv)的情況下,為減少加工誤差,我們使用了西門子跟隨誤差補償功能,又稱前饋控制,提高機床加工精度。本文主要講述速度前饋控制。
二、工作原理
西門子系統的跟隨誤差(Following ?Error)一般是指位置環的位置編程值和實際值之間的差值,它反映了機床動態跟隨精度和靜態定位精度。跟隨誤差和位置環增益之間關系式如下:
E=V/Kv
式中: ?E ?– 跟隨誤差
V ?– 運動速度
Kv – 位置環增益
由上式可見,當位置環增益(Kv)確定后,跟隨誤差與運動速度成正比,即速度越大誤差越大。數控龍門鏜銑床由于受機床傳動剛性、固有頻率等因素的影響,其位置環增益(Kv)無法達到較高值,因此當高速加工時會產生較大的跟隨誤差,降低機床加工精度。在不增加位置環增益的情況下,為減小上述誤差,西門子提供了跟隨誤差補償功能(Fllowing error compensation),又稱前饋控制(Feedforward ?control),通過該功能可將跟隨誤差降到接近于零,達到提高位置環增益同樣的效果。西門子前饋控制有兩種,一種是扭矩前饋控制,一種是速度前饋控制,大部份是采用速度前饋控制,本文主要闡述速度前饋的調試及優化。其工作原理如圖1:
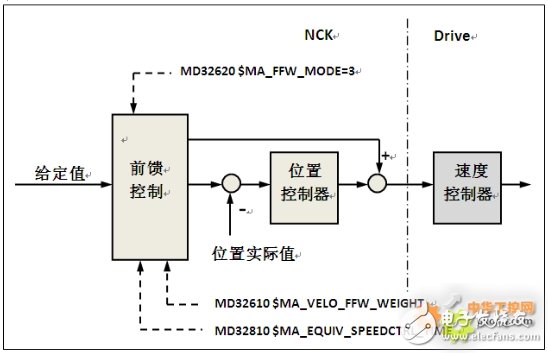
圖1 ?速度前饋控制
三、跟隨誤差補償功能的生效方式:
跟隨誤差補償的生效方式,可以通過參數 $MA_FFW_ACTIVATION_MODE,設為總是有效或者通過程序指令選擇有效,通常選擇通過編程指令選擇有效。
跟隨誤差補償生效方式:
MD32630 ?$MA_FFW_ACTIVATION_MODE ?= 0 ? ;前饋控制總是有效
= 1 ? ;在程序中用指令選擇是否有效
編程指令: FFWON/FFWOFF ? 跟隨誤差補償生效/無效;
MD20150【23】=2 ? ? ? ? ? 通道復位后生效
四、跟隨誤差補償功能的參數設置及優化:
注:在使用跟隨誤差補償功能之前,各機床軸的位置環、速度環、電流環需經過優化 !
1.跟隨誤差補償功能的相關參數
MD32610 VELO_FFW_WEIGHT ? ? ? ? ? ? ? ?
MD32620 $MA_FFW_MODE ? ? ? ? ? ? ?;前饋控制方式 3:速度前饋 4:扭矩前饋
MD32630 $MA_FFW_ACTIVATION_MODE ;前饋生效方式
MD32810 $MA_EQUIV_SPEEDCTRL_TIME ;速度環等效時間常數
2.速度環等效時間常數的調整與優化
速度前饋控制中唯一需要優化調整的參數是速度環等效時間常數MD32810 $MA_EQUIV_SPEEDCTRL_TIME。調整、優化該參數最簡便的方法就是做位置環階躍響應的特性,利用伺服軌跡測量位置給定值和位置實際值之間的差值(特別是在位置實際值到達目標值前20μm的特性),根據軸的定位特性,將其調整、優化至最佳值。為獲得良好的補償效果,必須將$MA_EQUIV_SPEEDCTRL_TIME準確的設置在機床數據中,該值越小速度前饋控制的作用越強。
1)測試程序:(以X軸為例)
在【Auto.】或【MDA】方式下,選擇執行下述程序:
FFWON?
SOFT?
LAB:?
G01 X210 Fxxxx ? ?; 軸的最大進給速度
G04 F0.5?
$AA_SCTRACE[X]=1 ?;trigger for servo trace?
X260?
G04 F0.5?
GOTOB LAB?
M30
2)測試方法
利用伺服軌跡功能(如圖2),選擇“測量”輸入測量內容(如圖3)按【NC ?Start】鍵,執行程序和測量 根據測試曲線(如圖4),分析機床軸的定位特性,調整參數$MA_EQUIV_SPEEDCTRL_TIME。
圖2 ?伺服軌跡
圖 3 ?測量內容
圖4 ?測試曲線
3)位置環階躍響應曲線的分析與參數優化:(以X軸為例)
在速度前饋不生效狀態下,測量軸的位置實際值、編程值、輪廓誤差和系統誤差,如圖5:
MD 32620 ?$MA_FFW_MODE ? ? ? ? ? ? ? ? ? ?0
MD 32810 ?$MA_EQUIV_SPEEDCTRL_TIME ? ? 0.0?
圖5 ?前饋不生效時測試曲線
激活速度前饋控制,測試軸的位置實際值、編程值、輪廓誤差和系統誤差。
參數設置:
MD 32610 VELO_FFW_WEIGHT ? ? ? ? ? ? ? ?1.0
MD 32620 ?$MA_FFW_MODE ? ? ? ? ? ? ? ? ? 3
MD 32810 ?$MA_EQUIV_SPEEDCTRL_TIME ? ? 0.0025
MD 32431 $MA_MAX_AX_JERK ? ? ? ? ? ? ? ?80
測試曲線如圖6所示,當軸移動到目標位置前定位成爬行狀態,說明MD 32810 ?$MA_EQUIV_SPEEDCTRL_TIME 設定值過大,應減小。
圖6 ?前饋生效時的響應曲線1
參數設置:
MD 32610 VELO_FFW_WEIGHT ? ? ? ? ? ? ? ?1.0
MD 32620 ?$MA_FFW_MODE ? ? ? ? ? ? ? ? ? 3
MD 32810 ?$MA_EQUIV_SPEEDCTRL_TIME ? ? 0.0018
MD 32431 $MA_MAX_AX_JERK ? ? ? ? ? ? ? ?80
測試曲線如圖7所示,當軸移動到目標位置前,有位置超調現象,說明MD 32810 ?$MA_EQUIV_SPEEDCTRL_TIME 設定值過小,應增大。
圖 7 ?前饋生效時的響應曲線2
參數設置:
MD 32610 VELO_FFW_WEIGHT ? ? ? ? ? ? ? ?1.0
MD 32620 ?$MA_FFW_MODE ? ? ? ? ? ? ? ? ? 3
MD 32810 ?$MA_EQUIV_SPEEDCTRL_TIME ? ? 0.002
MD 32431 $MA_MAX_AX_JERK ? ? ? ? ? ? ? ?80
如圖8所示:當軸移動到目標位置時,無超調和爬行現象,說明MD 32810 ?$MA_EQUIV_SPEEDCTRL_TIME優化至最佳狀態。
圖8 ?前饋生效時的響應曲線3
按照上述步驟,逐次優化機床各插補軸的速度環等效時間常數,然后取各插補軸 $MA_EQUIV_SPEEDCTRL_TIME 的最大值,設為各插補軸速度環等效時間常數。
注:所有插補軸上述參數應設置成相同值,否則在執行圓弧插補時,會導致圓度變成橢圓。
五、圓度測試:
將速度前饋控制優化調整后,需使用圓度測試功能,在前饋控制功能生效的狀態下,對插補軸的動態特性進行分析和評估。
例:以XY軸為例?
1.測試程序
FFWON ? ? ? ? ? ? ? ? ? ? ?; 激活前饋控制
SOFT
G17 ? ? ? ? ? ? ? ? ? ? ? ?; 選擇XY平面
G91 ? ? ? ? ? ? ? ? ? ? ? ?; 增量
G02 I10 J0 F5000 TURN=30 ? ; R=10mm ?V=5000mm/min ?重復執行30次
M30
2.測試結果
圖9 ?XY 圓度測試曲線1
前饋控制功能生效后,做圓度測試時,通常圓的實際半徑會過大(如圖9),此現象可通過調整動態匹配響應時間$MA_DYN_MATCH_TIME或加加速濾波器時間常量MD32410 $MA_AX_JERK_TIME參數進行修正。
通過優化動態匹配時間常數,修正圓度的大小 ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? X ? ? ? Y
32200 POSCTRL_GAIN ? ? ? ? ? ?3.2 ? ? ?3.2
32610 VELO_FFW_WEIGHT ? ? ? ?1.0 ? ? ?1.0
32620 FFW_MODE ? ? ? ? ? ? ? ? 3 ? ? ? ?3
32810 EQUIV_SPEEDCTRL_TIME ? 0.002 ? 0.002
32900 DYN_MATCH_ENABLE ? ? ? 1 ? ? ? ?1
32910 DYN_MATCH_TIME ? ? ? ?0.0062 ? 0.0062?
通過參數 $MA_DYN_MATCH_ENABLE 激活動態匹配功能,并根據根據圓度測試的結果優化調整 $MA_DYN_MATCH_TIME 動態匹配時間常數的大小,直至圓的實際半徑與編程半徑的差在精度要求范圍之內,如圖10:
圖10 ?XY圓度測試2
所有插補軸的動態匹配時間常數$MA_DYN_MATCH_ENABLE 應設置為相同數值,如果不同則影響圓周形狀,如圖11:
X ? ? ? Y
32200 POSCTRL_GAIN ? ? ? ? ? ?3.2 ? ? ?3.2
32610 VELO_FFW_WEIGHT ? ? ? ?1.0 ? ? ?1.0
32620 FFW_MODE ? ? ? ? ? ? ? ? 3 ? ? ? ?3
32810 EQUIV_SPEEDCTRL_TIME ?0.002 ? 0.002
32900 DYN_MATCH_ENABLE ? ? ? 1 ? ? ? ?1
32910 DYN_MATCH_TIME ? ? ? ? 0.0035 ? 0.0037
圖11 ?XY圓度測試3
通過調整軸沖擊限制濾波器時間常數MD32410 $MA_AX_JERK_TIME,修正圓的大小
通過參數$MA_AX_JERK_ENABLE激活加速度變化率時間,并選擇加速度變化率模式$MA_AX_JERK_MODE,建議使用32402 AX_JERK_MODE=2,執行上電復位操作,激活上述設置。執行圓度測試程序,根據測試結果優化參數$MA_AX_JERK_TIME的大小,調整圓實際大小至要求的精度范圍內。如圖12:
X ? ? ? ?Y
32200 POSCTRL_GAIN ? ? ? ? ? ? ?3.2 ? ? ? 3.2
32610 VELO_FFW_WEIGHT ? ? ? ? ?1.0 ? ? ? 1.0
32620 FFW_MODE ? ? ? ? ? ? ? ? ? 3 ? ? ? ? 3
32810 EQUIV_SPEEDCTRL_TIME ? ?0.002 ? ? 0.002
32900 DYN_MATCH_ENABLE ? ? ? ? 0 ? ? ? ? ?0 ?
32400 AX_JERK_ENABLE ? ? ? ? ? ?1 ? ? ? ? ?1
32402 AX_JERK_MODE ? ? ? ? ? ? ?2 ? ? ? ? ?2
32410 AX_JERK_TIME ? ? ? ? ? ? ?0.023 ? ? 0.023
圖12 ?XY圓度測試4
如果插補軸的加速度變化率時間設置不同,則圓周形狀會受到影響,如圖13:
X ? ? ? ?Y
32400 AX_JERK_ENABLE ? ? ? ? ? 1 ? ? ? ? 1
32402 AX_JERK_MODE ? ? ? ? ? ? 2 ? ? ? ? ?2
32410 AX_JERK_TIME ? ? ? ? ? ? 0.023 ? ? 0.025
圖 13 ?XY圓度測試5
六、結語:
通過使用西門子840D數控系統的跟隨誤差補償功能,使我公司生產的3x6米數控定梁龍門鏜銑床加工模具時,在圓弧、拐角等加速度發生變化的地方,輪廓偏差降低了0.03~0.05mm,達到提高位置環增益的相同效果,改善加工質量,滿足了機床的精度及加工要求。












 工商網監
工商網監
評論