 電子發(fā)燒友App
電子發(fā)燒友App


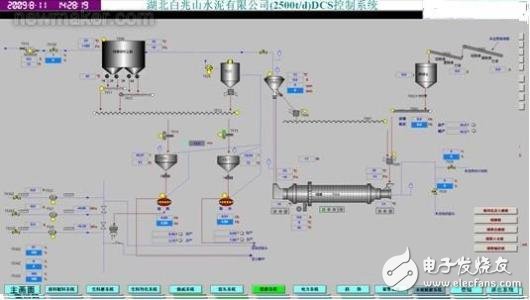
水泥生產(chǎn)的工藝過程,可以簡要地概括為“三磨一燒”,即首先將原料粉磨成生料,然后經(jīng)過煅燒形成熟料,再將熟料粉磨成水泥。從砂巖庫、石灰石庫、鋼渣庫、粉煤灰?guī)旖?jīng)過定比配料系統(tǒng)混合成原料粉,傳送系統(tǒng)將原料粉傳送進生料磨機進行生料制備,制備好的生料進均化庫。均化庫里的生料通過定量給料機將生料送進預熱器預熱后進回轉(zhuǎn)窯系統(tǒng)煅燒成熟料。煅燒后的熟料經(jīng)過冷卻破碎后即可以送入成品站的成品磨機磨成成品水泥。水泥生產(chǎn)工藝設(shè)備單機容量大,生產(chǎn)連續(xù)性強、對快速性和協(xié)調(diào)性要求高。為了提高企業(yè)生產(chǎn)效率和競爭力,自動控制的實施至關(guān)重要。
水泥生產(chǎn)設(shè)備大型化是實現(xiàn)工藝技術(shù)的手段和途徑。為達到此目的必須提高設(shè)備制造技術(shù)和與之相配套的原材料(耐熱、耐磨、耐火材料)的質(zhì)量,提高必要的檢測、保護裝置的靈敏可靠性。由于近年來計算機控制技術(shù)、通信技術(shù)和圖形顯示技術(shù)的飛速發(fā)展,DCS這種分散控制,集中管理的集散型控制系統(tǒng)已經(jīng)在世界水泥工業(yè)中得到廣泛的應用。采用這種系統(tǒng)可以實現(xiàn)電動機成組程序控制,過程量的采集、處理、顯示和調(diào)節(jié)。大大提高了勞動生產(chǎn)率,提高了工廠的管理和經(jīng)營水平。水泥工藝過程是處理固體和粉狀物料的生產(chǎn)過程,風、煤、料產(chǎn)生的熱工過程變化復雜,不可控因素較多。從過程控制的角度來看,是一個滯留時間長、時間常數(shù)大、外來干擾多、相互干擾關(guān)系復雜的過程。
系統(tǒng)概述
工程范圍:為日產(chǎn)2500噸新型干法水泥生產(chǎn)線提供完整的集散控制系統(tǒng)(DCS),滿足水泥生產(chǎn)需要,為生產(chǎn)高品質(zhì)水泥提供穩(wěn)定性保障。
控制系統(tǒng)設(shè)計的總體目標
為生產(chǎn)高品質(zhì)水泥提供可靠的運行環(huán)境;
提高整個水泥生產(chǎn)線的自動化水平;
實現(xiàn)機組高品質(zhì)運行,提高運行經(jīng)濟性;
提高運行人員工作效率,滿足機組運行全能值班要求;
提高效益,降低能耗。
功能設(shè)計:體現(xiàn)DCS建成后的自動化程度、處理事故能力(報警、分析、指導、處理等)及先進的控制策略等,以最大限度提高效益,降低能耗為設(shè)計思想。具體如下:
對象控制
按工藝流程的自動化過程由DCS系統(tǒng)協(xié)調(diào)完成,達到能量平衡。
保障機組安全、可靠、高效運行和啟停。 提高機組運行的技術(shù)經(jīng)濟效益
機組在額定參數(shù)的上限運行,使機組處于最佳運行工況。
實現(xiàn)高自動化投入率,提高可靠性,減少誤操作,降低事故率。 完善的操作指導和事故分析手段
機組的運行工況可由很多監(jiān)測參數(shù)反映出來,當運行工況出現(xiàn)異常時,一方面進行超馳功能及過程制約機制的實行,一方面提供相關(guān)參數(shù)、趨勢、圖表等高效方式通知運行人員及時處理。
操作記錄打印、報警打印、事故追憶打印、周期性報表等功能,有助于機組的日常管理和事故分析。
高效、便捷的系統(tǒng)在線維護。
系統(tǒng)設(shè)計:體現(xiàn)DCS的高可靠性、先進性、易維護、易組態(tài)等為設(shè)計思想。具體如下:
可靠性設(shè)計
所有部件標準化、通用化、模塊化。
控制系統(tǒng)按分層、分散、自治的原則。
所有I/O模件均為智能化設(shè)計,采用隔離措施,具有高共模抑制比和差模抑制比。并具有軟件數(shù)字濾波和消除偶發(fā)干擾的措施。
維護性設(shè)計
系統(tǒng)自診斷至通道級。
選用模塊化的功能組態(tài)軟件,提高軟件透明度。
擴展性設(shè)計
采用工業(yè)以太網(wǎng)網(wǎng)絡(luò)結(jié)構(gòu),通訊速率100mpbs,主干網(wǎng)采用冗余環(huán)網(wǎng),各子站通過雙絞電纜掛接在主干網(wǎng)絡(luò)上,有極強的通訊擴展能力。
提供與其它系統(tǒng)的通訊接口,如工業(yè)以太網(wǎng)、PROFIBUS DP或MODBUS。
開放性設(shè)計
支持國際標準數(shù)據(jù)接口,如OPC、ODBC、OLE、DDE、SQL等。
支持SIS系統(tǒng),實現(xiàn)對DCS數(shù)據(jù)的監(jiān)控。
系統(tǒng)配置與功能實現(xiàn)
根據(jù)水泥生產(chǎn)的特點和實際I/O點的設(shè)計分布情況,進行以下設(shè)計方案,設(shè)計的基本功能包括:原料配料系統(tǒng)、生料磨系統(tǒng)、生料均化系統(tǒng)、燒成系統(tǒng)、窯頭系統(tǒng)、煤磨系統(tǒng)、電力系統(tǒng)、報警系統(tǒng)以及趨勢圖等,
系統(tǒng)按工藝流程分別介紹如下:
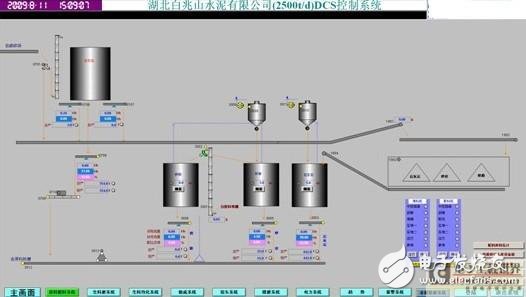
1 原料配料系統(tǒng)
控制系統(tǒng)主要對水泥生產(chǎn)所需原料鐵粉、砂巖和石灰石的料位計進行自動化控制,實現(xiàn)各原料間的合理、高效配比。配料的目的是為了確定各種原料、燃料的消耗比例和優(yōu)質(zhì)、高產(chǎn)、低消耗地生產(chǎn)水泥熟料。其原則是:配制的生料易磨易燒,生產(chǎn)的熟料優(yōu)質(zhì),生產(chǎn)過程易于操作控制和管理,并簡化工藝流程。
2 生料磨系統(tǒng)
粉磨是將小塊狀(粒狀)物料碎裂成細粉的過程。生料磨是將原料配合后粉磨成生料的工藝。主要包括生料磨、選粉機以及粉塵回收功能等。合理的生料磨系統(tǒng)對保證生料質(zhì)量和產(chǎn)量,提高熟料的質(zhì)量和產(chǎn)量,降低單位產(chǎn)品電耗等有重要意義。
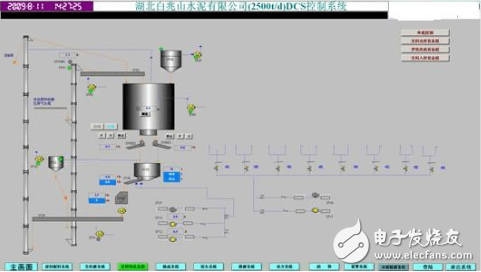
3 生料均化系統(tǒng)
生料均化是采用空氣攪拌及重力作用下產(chǎn)生的“漏斗效應”,使生料粉向下降落時切割盡量多層料面予以混合。同時,在不同流化空氣的作用下,使沿庫內(nèi)平行料面發(fā)生大小不同的流化膨脹作用,有的區(qū)域卸料,有的區(qū)域流化,從而使庫內(nèi)料面產(chǎn)生徑向傾斜,進行徑向混合均化。
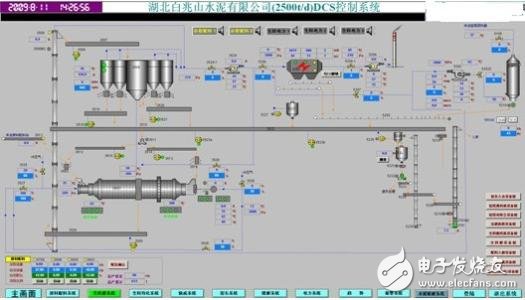
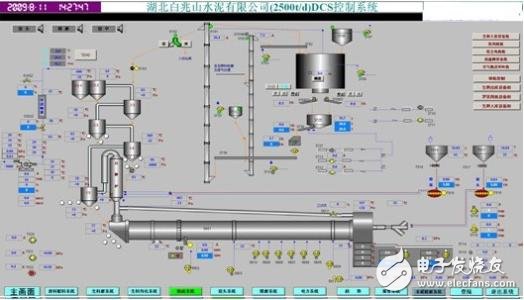
4 燒成系統(tǒng)
燒成系統(tǒng)是將生料轉(zhuǎn)變?yōu)槭炝系倪^程,直接決定水泥的產(chǎn)量和質(zhì)量、燃料和襯料的消耗以及回轉(zhuǎn)窯的安全運轉(zhuǎn)。其關(guān)鍵技術(shù)是懸浮預熱技術(shù)、分解爐和回轉(zhuǎn)窯,分別承擔水泥熟料煅燒過程的預熱、分解以及燒成。
5 窯頭系統(tǒng)
窯頭系統(tǒng)的篦式冷卻機作用在于高效、快速地實現(xiàn)熟料與冷卻空氣之間的氣固換熱。在對熟料驟冷的同時,還有對入窯二次風及入爐三次風得到加熱升溫任務(wù)。
6 水泥粉磨及包裝為后期工程,暫未開工。
7 電力系統(tǒng)
主要是對生料電力室高壓柜和燒成電力實高壓柜實現(xiàn)實時監(jiān)控。
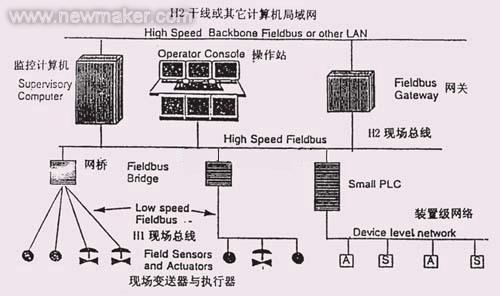
8 網(wǎng)絡(luò)配置
水泥生產(chǎn)的各個控制站極為分散,此時系統(tǒng)的安全很大程度上取決于控制網(wǎng)絡(luò)的穩(wěn)定性。冗余光纖環(huán)網(wǎng)技術(shù)的設(shè)計與采用使得我們的過程控制網(wǎng)絡(luò)極為可靠,大大提高了整個系統(tǒng)的安全系數(shù)。
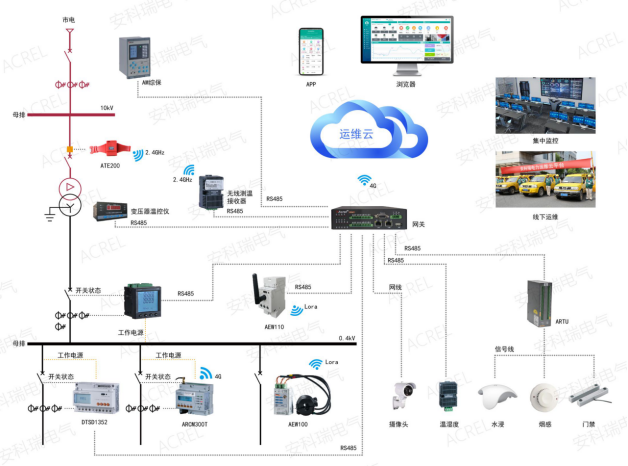
本控制系統(tǒng)硬件結(jié)構(gòu)如下圖所示
系統(tǒng)從硬件結(jié)構(gòu)上可分為:
1.操作員站(OS站)和工程師站(ES站)
DCS系統(tǒng)配置4套獨立的操作員站(OS站),其中遠程配料、生料磨粉、燒成窯尾窯中、窯頭及煤磨一個OS站,即4個操作員站(每個操作站帶24吋液晶顯示器),在中央控制室還配有一個ES站。每套OS均采用成熟、可靠的DELL商用計算機。
OS站為操作員提供圖形、列表、操作、歷史數(shù)據(jù)再現(xiàn)等,可在打印機上輸出。運行Windows XP多任務(wù)網(wǎng)絡(luò)操作系統(tǒng)下的WINCC6.2應用軟件。所有OS站均為全能值班配置,圖像、操作、數(shù)據(jù)一致,實現(xiàn)現(xiàn)場啟停、監(jiān)控、數(shù)據(jù)存儲的運行操作。
系統(tǒng)配置1套工程師站(ES站),采用成熟、可靠的DELL商用電腦。
ES站主要完成實時數(shù)據(jù)庫、控制塊、圖形、趨勢、報表等系統(tǒng)數(shù)據(jù)的生成和下裝,完成對系統(tǒng)的詳細自診斷和系統(tǒng)數(shù)據(jù)的列表和后備。運行Windows XP多任務(wù)網(wǎng)絡(luò)操作系統(tǒng)下的STEP7v5.4、WINCC6.2應用軟件。 可由電氣專業(yè)人員通過工程師站對系統(tǒng)進行組態(tài)、維護。專業(yè)工程師在授權(quán)的情況下,可以在現(xiàn)場對系統(tǒng)進行在線或離線修改。同時,所有運行情況和控制邏輯均可在工程師站上查看,增加了用戶對系統(tǒng)掌握的程度,以及系統(tǒng)軟件、硬件的透明度。當不需組態(tài)時,可運行與操作員站完全相同的軟件。
整個系統(tǒng)配置2臺網(wǎng)絡(luò)打印機,用于記錄打印和CRT圖象拷貝。打印機選用HP網(wǎng)絡(luò)打印機。
2.遠程I/O站
系統(tǒng)由西門子CPU和億維UNIMAT的遠程I/O站配合組成,每個分布式I/O站都采用億維的UNIMAT的UN 300系列模塊,通過153接口模塊和S7-400中央控制站進行PROFIBUS-DP通信。其中有UN 300系列的UN 321-1BL00-0AA(32DI),UN 322-1BL00-0AA0(32DO),UN 331-1KF01-0AB0(8AI),UN 331-7KF02-0AB0(8TC),UN 332-5HD01-0AB0(4AO)等,既節(jié)省了成本,又降低了能耗。
3.冗余的通訊網(wǎng)絡(luò)
CP443-1作為標準的工業(yè)以太網(wǎng)連接裝置,在物理層上采用高防護等級的通訊線纜,工業(yè)以太網(wǎng)的卡件上帶有CPU可以獨立處理通訊信號。高速工業(yè)以太網(wǎng)是在工業(yè)以太網(wǎng)的通訊協(xié)議的基礎(chǔ)上,將通訊速率提高到了100M/s。SIMATIC NET 中的高速以太網(wǎng)采用了全雙工并行(FDX)通訊模式,這種模式允許站點同時發(fā)送和接收數(shù)據(jù),通訊速率可提高一倍。SIMATIC NET 在高速以太網(wǎng)上還采用了交換技術(shù),利用交換機模塊將整個網(wǎng)段分成若干子網(wǎng),每個子網(wǎng)都可以獨立地形成一個數(shù)據(jù)通訊網(wǎng)段,可以大大地提高通訊效率。普通以太網(wǎng)上由于網(wǎng)段上數(shù)據(jù)通訊阻塞的存在,使得網(wǎng)絡(luò)上實際通訊技術(shù)只有40%,采用了全雙工并行通訊技術(shù)和交換技術(shù)后,使得網(wǎng)絡(luò)的通訊能力得以充分地利用。
水泥生產(chǎn)的控制要點及策略
水泥生產(chǎn)工藝設(shè)備單機容量大、生產(chǎn)連續(xù)性強、對快速性和協(xié)調(diào)性要求高。為了提高企業(yè)的生產(chǎn)效率與競爭力,自動控制的實施至關(guān)重要。采用西門子的CPU和億維UNIMAT的遠程I/O站配合組成,能夠很好的滿足水泥行業(yè)以開關(guān)量為主、模擬量為輔且伴有少量調(diào)節(jié)回路的控制要求。
1、 石灰石破碎及輸送系統(tǒng)
石灰石破碎及輸送系統(tǒng)設(shè)備存在工藝聯(lián)鎖關(guān)系,采用“逆流程啟動,順流程停車”原則對設(shè)備進行順序控制。 石灰石破碎及輸送系統(tǒng)的控制難點在于石灰石破碎機喂料量的自動控制,以破碎機功率的變化來自動調(diào)節(jié)板喂機的速度,使其速度保持在要求的范圍內(nèi)運行,不致于由于板喂機速度過高而使石灰石料倉的料卸空,來料直接落在板喂機上,對設(shè)備起到一定的保護作用。
2、 生料制備系統(tǒng)
生料制備系統(tǒng)的工藝流程范圍:始自原料調(diào)配站的庫底,止于生料均化庫的庫頂,包括原料調(diào)配及輸送,包括原料粉磨、生料輸送入庫。控制要點與策略如下:
生料質(zhì)量控制(QCS)系統(tǒng)
QCS系統(tǒng)(質(zhì)量控制系統(tǒng))在水泥生產(chǎn)中被廣泛應用。生料質(zhì)量控制(QCS)系統(tǒng)由在線鈣鐵熒光分析儀、計算機、調(diào)速電子皮帶秤等組成。智能在線鈣鐵熒光分析儀可進行自動取樣、制樣,并進行連續(xù)測定,由QCS系統(tǒng)進行配料計算,并通過DCS對電子調(diào)速皮帶秤下料量進行比例調(diào)節(jié)和成分控制,使生料三率值保持在目標值附近波動,從而大幅度提高生料成分合格率和質(zhì)量穩(wěn)定性。
生料粉磨負荷控制系統(tǒng)
生料粉磨控制系統(tǒng)的控制難點在于磨機的負荷控制。當入料水分、硬度發(fā)生變化時,系統(tǒng)通過調(diào)節(jié)入磨物料量來保證磨機處于負荷穩(wěn)定的最佳粉磨狀態(tài),避免堵磨或者空磨發(fā)生。對負荷自控系統(tǒng)通常采用的調(diào)節(jié)方法有:一是設(shè)置一個入磨量常數(shù),穩(wěn)態(tài)下的選粉機回粉入磨量加新喂料量與之相等;二是以提升機功率或者磨機電耳信號分別作為主控或監(jiān)控信號適時調(diào)節(jié);三是以選粉機回粉、提升功能、電耳等信號進行數(shù)學模型分析控制或極值控制。
立磨大多采用常數(shù)控制,球磨則多采用電耳或者提升機功率信號調(diào)節(jié)。
3、 生料均化庫控制
生料預均化系統(tǒng)
生料預均化是通過控制均化庫底卸料電振機來實現(xiàn)的。生料預均化庫通常為長條形庫,庫底卸料電振機共26臺分為兩組,每組13臺,每臺均能單獨實現(xiàn)時間程序控制,兩組電振機由一臺可編程控制器(PLC)按一定時間程序進行卸料控制,從而達到不同時間進的料按一定比例預均化后進磨。
生料均化系統(tǒng)
生料均化是靠具有一定壓力的空氣對生料進行吹射均化。通常在庫底設(shè)置了充氣裝置,采用時間順序控制策略,依據(jù)時序開停庫底充氣電磁閥,使物料流態(tài)化并翻騰攪拌,生料混和達到均化目的。
計量倉料量的自動控制系統(tǒng)
利用計量倉的倉重信號自動調(diào)節(jié)生料庫側(cè)電動流量閥的開度,使稱重倉的料量保持穩(wěn)定,從而保證計量倉下料量的穩(wěn)定。
生料均化庫下料控制
在生產(chǎn)過程中,燒成帶溫度一般要求控制在一個合適的范圍,因為它對熟料的質(zhì)量至關(guān)重要。將生料量、風機風量與燒成帶溫度結(jié)合起來設(shè)定生料下料量的設(shè)定值,該系統(tǒng)通過自動調(diào)節(jié),利用固體流量計的反饋值自動調(diào)節(jié)計量倉下電動流量閥的開度,使生料穩(wěn)定在設(shè)定值上,從而使得入窯的生料保持穩(wěn)定,最終保障窯系統(tǒng)的穩(wěn)定運行。
4、 煤粉制備系統(tǒng)
出磨氣體溫度的自動控制
出磨氣體溫度直接關(guān)系到出磨成品水分和系統(tǒng)安全運轉(zhuǎn)問題。為了確保生產(chǎn)出合格的煤粉,同時還要保證系統(tǒng)溫度不能過高,控制系統(tǒng)中設(shè)置了磨機出口氣體溫度自動控制回路,通過改變磨機進口冷風閥門開度控制磨機出口氣體溫度穩(wěn)定。
磨機負荷自動控制
煤粉倉內(nèi)煤粉量變化過大會影響煤粉喂料部分計量精度,在正常生產(chǎn)中煤粉倉中煤粉量應盡量恒定;同時也要保證磨機的正常安全運轉(zhuǎn),防止“滿磨”。采用了由磨機電耳信號自動調(diào)節(jié)磨頭定量給料機喂料量的自動控制回路。
5、 燒成系統(tǒng)

分解爐喂煤量的計量與自動調(diào)節(jié)
分解爐的溫度是保證回轉(zhuǎn)窯正常運行的一個重要控制參數(shù)。在生料量不變時,燃料和空氣的混和比例必須要正確地控制。故對分解爐的溫度進行計量,以便實現(xiàn)優(yōu)化控制,通過自動增減煤量對分解爐的溫度進行調(diào)節(jié),使其控制在所需要的設(shè)定值上。既能使分解爐保持最高的分解率,又不使其因溫度過高而導致生料粘結(jié),影響窯系統(tǒng)的正常運行。
預熱器出口壓力調(diào)節(jié)
預熱器出口壓力是反應系統(tǒng)風量平衡的一個主要指標,主要通過調(diào)節(jié)高溫風機閥門開度來實現(xiàn)預熱器出口壓力的控制。
預熱器自動吹掃裝置
由計算機按一定的時間順序規(guī)律定時接通相應的各級預熱器上的電磁閥,輪流打開壓縮空氣管路,對預熱器進行逐級吹掃,以防結(jié)皮堵塞影響預熱器系統(tǒng)的正常運行,吹掃時間人工設(shè)定,一般為5s~20s
窯頭負壓自動控制
窯頭負壓表征窯內(nèi)通風及冷卻機入窯二次風之間的平衡。根據(jù)窯頭負壓自動調(diào)節(jié)電收塵器排風機進口閥門開度,以控制窯頭二次風量、窯尾三次風量、窯頭廢氣量三者的平衡,從而取得穩(wěn)定煅燒和冷卻熟料之間的平衡。
回轉(zhuǎn)窯的轉(zhuǎn)速控制
采用的策略是在穩(wěn)定生料量、燃料量的前提下,通過對回轉(zhuǎn)窯轉(zhuǎn)速進行適當調(diào)整以維持整個窯系統(tǒng)的均衡穩(wěn)定生產(chǎn)。
篦冷機一、二室風量自動調(diào)節(jié)
二次空氣對于窯內(nèi)燃燒的好壞、工作的穩(wěn)定性和煅燒過程中的燃料消耗都有很大的影響。該系統(tǒng)控制目的就是通過穩(wěn)定一、二室風量,從而穩(wěn)定入窯新鮮空氣量,為窯的穩(wěn)定運行提供條件,采取一室風量調(diào)一室風機閥門開度,二室風量調(diào)二室風機閥門開度的控制策略。
篦冷機料層厚度自動調(diào)節(jié)
控制篦冷機料層厚度,一則穩(wěn)定二次風溫,以穩(wěn)定窯的正常運行,二則可使熟料達到最佳冷卻。因篦冷機料層厚度難以檢測,故在控制策略中采用篦下壓力調(diào)篦速,以穩(wěn)定篦冷機料層厚度。對于二段式篦冷機而言,還涉及到一、二段篦速比例調(diào)節(jié)。
6、 廢氣處理系統(tǒng)
廢氣處理系統(tǒng)的關(guān)鍵在于對增濕塔的噴水量的控制,控制策略根據(jù)增濕塔出口溫度控制噴嘴個數(shù),以增濕降溫提高電收塵器的收塵效率,增濕塔出口溫度一般控制在130 度左右。
7、 水泥粉磨與輸送系統(tǒng)
喂料量控制
喂料量要求均勻、穩(wěn)定,以磨音信號和出磨提升機的功率來調(diào)節(jié)入磨喂料量
出磨氣體溫度的自動控制
通過對磨機通風量的調(diào)節(jié)來控制出磨氣體溫度
選粉機的調(diào)節(jié)與控制
熟料的存儲與輸送
輸送與存儲設(shè)備之間存在工藝聯(lián)鎖關(guān)系,采用“逆流程啟動,順流程停車”原則對設(shè)備進行順序控制
8、電力控制系統(tǒng)

總結(jié)
綜上所述,隨著水泥行業(yè)不斷向大型化、智能化的發(fā)展,DCS系統(tǒng)在水泥行業(yè)中起著越來越重要的作用。必將成為水泥生產(chǎn)企業(yè)不可取代的主要生產(chǎn)控制方式。從另一方面來看,DCS控制系統(tǒng)也只是水泥廠的基礎(chǔ)控制系統(tǒng)。當前,國內(nèi)的水泥行業(yè)已經(jīng)接近飽和很多的水泥廠也在進行改造,例如:余熱發(fā)電系統(tǒng)、專家系統(tǒng)、能源管理系統(tǒng)等等,響應國家號召,實現(xiàn)節(jié)能減排的作用。應在各個方面不斷研究,促進企業(yè)生產(chǎn)率的不斷提高、成本的不斷降低,為社會的進步而獻自己的力量。
















 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論