 電子發(fā)燒友App
電子發(fā)燒友App


一、數(shù)控機(jī)床介紹
數(shù)控機(jī)床的特點(diǎn)、組成及工作原理
特點(diǎn):
1)能適應(yīng)不同零件的自動(dòng)加工;
2)加工精度高、加工質(zhì)量穩(wěn)定
3)尤其能優(yōu)質(zhì)高效地完成復(fù)雜零件的加工;
4)工序集中,一機(jī)多用
5)高技術(shù)設(shè)備,購(gòu)買、使用、維護(hù)和維修費(fèi)用相對(duì)較高;
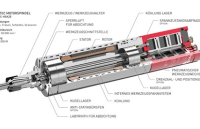
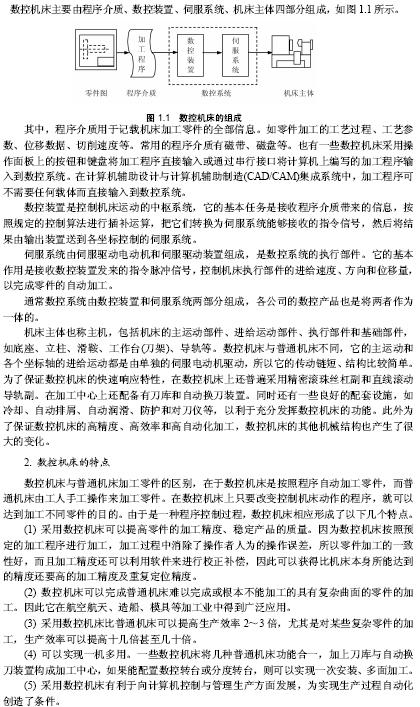
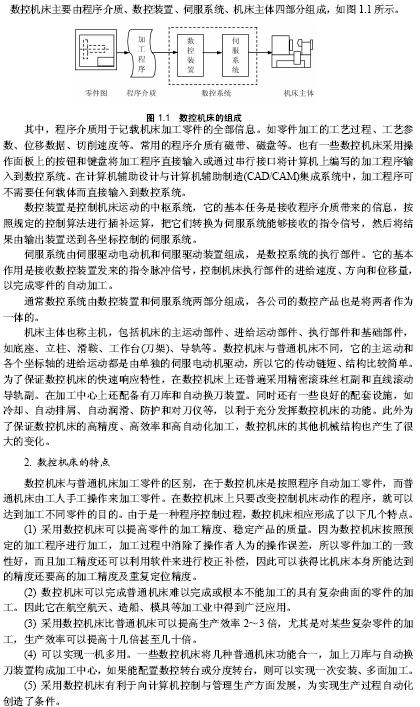
組成
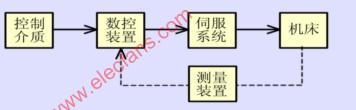
由輸入裝置、數(shù)控裝置、伺服驅(qū)動(dòng)系統(tǒng)、輔助控制及強(qiáng)電控制系統(tǒng)和機(jī)床等部分組成。
工作原理
將被加工零件的形狀、尺寸、工藝要求等信息按規(guī)定編程,并記錄在輸入介質(zhì)上,輸入到數(shù)控裝置。數(shù)控裝置對(duì)輸入信息進(jìn)行處理和計(jì)算,根據(jù)計(jì)算的結(jié)果向各執(zhí)行機(jī)構(gòu)(進(jìn)給系統(tǒng)、主軸系統(tǒng)等)分配進(jìn)給指令。執(zhí)行機(jī)構(gòu)對(duì)來(lái)自數(shù)控裝置的各種指令進(jìn)行處理、轉(zhuǎn)換和放大,驅(qū)動(dòng)機(jī)床的運(yùn)動(dòng)部件(工作臺(tái)、刀具及主軸等)運(yùn)動(dòng),按照要求的形狀和尺寸完成零件的加工任務(wù)。而輔助控制則是為了保證機(jī)床安全、方便、有效工作而必不可少的一些操作,如冷卻、潤(rùn)滑、工件刀具的的自動(dòng)松夾,排屑,限位,各種保護(hù),聯(lián)鎖互鎖等。
數(shù)控機(jī)床的分類
1)按工藝用途分類:
1、切削加工類:數(shù)控銑床、數(shù)控鉆床、加工中心等 ?
2、成型加工類:數(shù)控折彎?rùn)C(jī)、數(shù)控彎管機(jī) ?
3、特種加工類:數(shù)控線切割、激光加工機(jī)
4、其它類型:數(shù)控裝配機(jī)、數(shù)控測(cè)量機(jī)
2)按控制系統(tǒng)的特點(diǎn)分類(或稱按加工方式分類)
1、點(diǎn)位控制系統(tǒng):僅能控制刀具相對(duì)于工件的精確定位控制系統(tǒng),而在相對(duì)運(yùn)動(dòng)的過(guò)程中不能進(jìn)行任何加工。
2、點(diǎn)位直線控制系統(tǒng):不僅具上述功能,而且還能實(shí)現(xiàn)沿某一坐標(biāo)軸或兩軸等速的直線移動(dòng)和加工的功能的控制系統(tǒng)。
3、輪廓控制系統(tǒng):能實(shí)現(xiàn)兩軸或兩軸以上的聯(lián)動(dòng)加工,即具有實(shí)現(xiàn)對(duì)曲線或曲面輪廓零件的加工能力控制系統(tǒng)。所謂聯(lián)動(dòng),就是機(jī)床上各坐標(biāo)軸的運(yùn)動(dòng)之間有著確定的函數(shù)關(guān)系,這個(gè)函數(shù)就是零件的輪廓曲線(曲面)。 3)
3)按進(jìn)給伺服系統(tǒng)的特點(diǎn)分類:
1、開(kāi)環(huán)控制系統(tǒng):沒(méi)有位置反饋裝置的進(jìn)給控制系統(tǒng),信息流為單向,機(jī)床的位置精度相對(duì)閉環(huán)要差一些,但結(jié)構(gòu)簡(jiǎn)單,系統(tǒng)穩(wěn)定性易于整定,價(jià)格便宜,驅(qū)動(dòng)元件主要是步進(jìn)電機(jī)。 ?
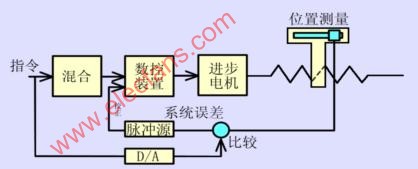
2、閉環(huán)控制系統(tǒng):利用直接從執(zhí)行部件上引入的位置反饋信息(實(shí)際位移量)與來(lái)自數(shù)控裝置的指令信息進(jìn)行比較,利用比較的結(jié)果(誤差)對(duì)執(zhí)行部件實(shí)施控制的系統(tǒng),其控制精度較高,但調(diào)試比較復(fù)雜,多用于高精度的數(shù)控機(jī)床。
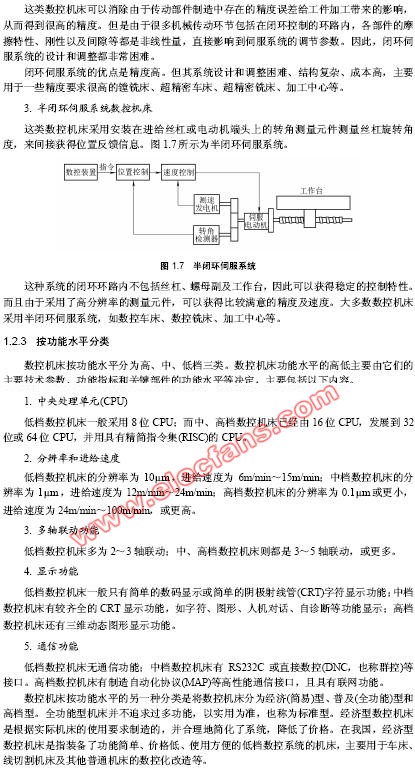
3、半閉環(huán)控制系統(tǒng):與閉環(huán)系統(tǒng)相比,該系統(tǒng)位置反饋是從中間某個(gè)環(huán)節(jié)(如電機(jī)軸或絲桿軸)引入的,其結(jié)構(gòu)、性能、精度均介于開(kāi)環(huán)與閉環(huán)之間。
數(shù)控機(jī)床技術(shù)基礎(chǔ)教程詳解
一、數(shù)控機(jī)床的坐標(biāo)系
關(guān)于數(shù)控機(jī)床的坐標(biāo)軸和運(yùn)動(dòng)方向,ISO組織對(duì)作了統(tǒng)一的規(guī)定,并制訂了ISO841標(biāo)準(zhǔn);這與我國(guó)有關(guān)部門制定的相應(yīng)標(biāo)準(zhǔn)JB3051-82相當(dāng)。
(一)坐標(biāo)軸及運(yùn)動(dòng)方向的規(guī)定
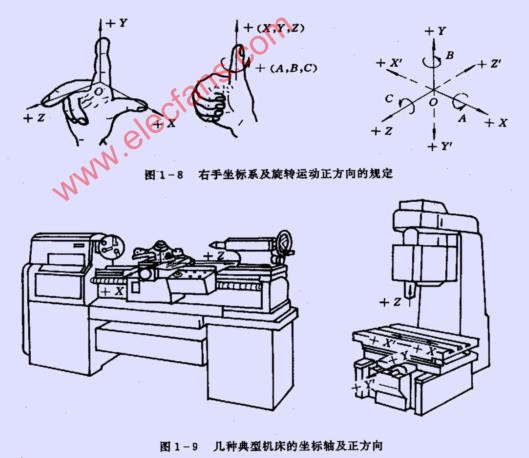
1、機(jī)床上一個(gè)直線進(jìn)給運(yùn)動(dòng)或一個(gè)圓周進(jìn)給運(yùn)動(dòng)定義一個(gè)坐標(biāo),其中直線進(jìn)給運(yùn)動(dòng)坐標(biāo)軸為X、Y、Z軸,稱為基本坐標(biāo)軸,它們之間符合右手定則;圍繞X、Y、Z軸旋轉(zhuǎn)的圓周進(jìn)給坐標(biāo)軸分別為A、B、C軸,它們之間符合右手螺旋定則。
2、刀具相對(duì)運(yùn)動(dòng),工件相對(duì)靜止原則 不同機(jī)床的進(jìn)給運(yùn)動(dòng)部件不同,有的機(jī)床是刀具做實(shí)際的進(jìn)給運(yùn)動(dòng),如車床;有的是工作臺(tái)帶著工件做實(shí)際的進(jìn)給運(yùn)動(dòng),如銑床。機(jī)床坐標(biāo)軸的正向規(guī)定前提: 假定工件靜止,刀具相對(duì)于工件作進(jìn)給運(yùn)動(dòng);如要表示刀具固定,工件運(yùn)動(dòng)的坐標(biāo),則用X′ Y′ Z′ A′ B′ C′來(lái)表示。按相對(duì)運(yùn)動(dòng)關(guān)系,由于工件運(yùn)動(dòng)方向與刀具運(yùn)動(dòng)方向相反,所以有: +X= -X′+Y= -Y′ +Z= -Z′ +A= -A′ +B= -B′ +C= -C′ 3.附加坐標(biāo)軸 X 、Y、 Z 基本坐標(biāo)系又稱第一坐標(biāo)系,它表示最靠近主軸的坐標(biāo)系。此外,若有平行于基本坐標(biāo)系、稍遠(yuǎn)于主軸的坐標(biāo)系稱為第二坐標(biāo)系,其坐標(biāo)軸用U、V、W軸表示,稱為擴(kuò)展軸,它們分別平行于X 、Y、 Z軸。若還有平行于基本坐標(biāo)系、更遠(yuǎn)于主軸的坐標(biāo)系稱為第三坐標(biāo)系,其坐標(biāo)軸用P、 Q、R軸表示,它們也分別平行于X 、Y、 Z軸。 同理,A、B、C 稱為第一回轉(zhuǎn)坐標(biāo)系;若有其它回轉(zhuǎn)運(yùn)動(dòng)軸則用D軸、E軸、F軸表示。
(二)數(shù)控機(jī)床坐標(biāo)軸的確定:
1、Z坐標(biāo)軸
A、對(duì)于有且只有一個(gè)主軸的機(jī)床,則規(guī)定平行于機(jī)床主軸的坐標(biāo)軸為Z坐標(biāo)軸;Z軸正方向是假定工件不動(dòng),刀具遠(yuǎn)離工件的方向;
B、若機(jī)床上沒(méi)有主軸,則規(guī)定垂直于工件裝夾面的坐標(biāo)軸為Z軸; C.若機(jī)床上有幾根主軸:則規(guī)定選垂直于工件裝夾面的一根主軸作為主要主軸,Z軸即為平行于主要主軸的坐標(biāo)軸。
2、X坐標(biāo)軸
X坐標(biāo)軸都是水平的
A、對(duì)于刀具旋轉(zhuǎn)的機(jī)床 若Z軸是垂直的(立式機(jī)床),則規(guī)定從主軸向立柱看去,X軸正方向指向右邊;若Z軸是水平的(臥式機(jī)床),則規(guī)定從主軸(刀具)的后端向工件看去,X軸正方向指向右邊。
B、對(duì)工件旋轉(zhuǎn)的機(jī)床,則規(guī)定X軸在工件的徑向,且平行于橫向滑座,X軸正向?yàn)榈毒哌h(yuǎn)離工件旋轉(zhuǎn)中心線的方向。
C、對(duì)刀具和工件都不旋轉(zhuǎn)的機(jī)床,則規(guī)定刀具切削方向?yàn)閄軸正向。
3、Y坐標(biāo)軸: 當(dāng)Z、X坐標(biāo)軸都確定后,可由右手定則確定Y坐標(biāo)軸正向。
二、機(jī)床原點(diǎn)與機(jī)床坐標(biāo)系
1、機(jī)床原點(diǎn)(機(jī)床坐標(biāo)原點(diǎn)):
是機(jī)床上的一個(gè)固定點(diǎn), 在機(jī)床設(shè)計(jì)調(diào)整好后,該點(diǎn)就被唯一的確定下來(lái),用戶不能隨意改動(dòng)。 對(duì)車床:機(jī)床原點(diǎn)一般定義在主軸旋轉(zhuǎn)中心線與卡盤后端面的交點(diǎn); 對(duì)立式銑床:機(jī)床原點(diǎn)定義在X向、Y向工作臺(tái)和Z向主軸箱向正方向運(yùn)動(dòng)到達(dá)的極限位置;
2、機(jī)床坐標(biāo)系: 機(jī)床坐標(biāo)系是以機(jī)床原點(diǎn)為坐標(biāo)原點(diǎn)建立的坐標(biāo)系。 3.機(jī)床參考點(diǎn): 機(jī)床參考點(diǎn)也是機(jī)床上的一個(gè)固定點(diǎn), 在機(jī)床設(shè)計(jì)調(diào)整好后,該點(diǎn)就被唯一的確定下來(lái),用戶不能隨意改動(dòng);有些機(jī)床上機(jī)床原點(diǎn)與機(jī)床參考點(diǎn)重合。
三、工件原點(diǎn)和工件坐標(biāo)系
1、編程時(shí)選工件圖紙上的某一固定點(diǎn)為原點(diǎn)建立的坐系,稱為工件坐標(biāo)系;該固定點(diǎn)即為工件原點(diǎn)。
2、工件坐標(biāo)系與機(jī)床坐標(biāo)系的不同。
3、工件坐標(biāo)系設(shè)定的依據(jù):一是要符合零件圖樣尺寸的標(biāo)注習(xí)慣;二是要便于編程時(shí)運(yùn)動(dòng)軌跡的計(jì)算;一般可以零件圖樣上的設(shè)計(jì)基準(zhǔn)點(diǎn)為工件原點(diǎn)建立工件坐標(biāo)系。例車削加工零件時(shí),工件原點(diǎn)可選擇在工件右端面中心點(diǎn)/ 或工件左端面中心點(diǎn)/或卡盤前端面中心點(diǎn);銑削加工時(shí),工件原點(diǎn)可選擇在工件上表面中心點(diǎn)。
4、工件坐標(biāo)系與機(jī)床坐標(biāo)系的聯(lián)系:二者坐標(biāo)軸平行、同向,但原點(diǎn)不同;可通過(guò)對(duì)刀 ,用G92指令建立二者的聯(lián)系。
四、絕對(duì)坐標(biāo)與相對(duì)坐標(biāo) 絕對(duì)坐標(biāo)與相對(duì)坐標(biāo)是計(jì)量坐標(biāo)值的兩種方式。若運(yùn)動(dòng)軌跡終點(diǎn)坐標(biāo)是相對(duì)于起點(diǎn)來(lái)計(jì)量的,這種坐標(biāo)系稱為相對(duì)坐標(biāo)系(或增量坐標(biāo)系); 若所有坐標(biāo)點(diǎn)的坐標(biāo)值都相對(duì)于工件原點(diǎn)來(lái)計(jì)量的,這種坐標(biāo)系稱為絕對(duì)坐標(biāo)系。 絕對(duì)坐標(biāo)時(shí):XA=30 YA=35 XB=12 YB=15 相對(duì)坐標(biāo)時(shí):XB=-18 YB=-20 XA=18 YA=20
五、尺寸設(shè)定單位 數(shù)控編程中的尺寸設(shè)定單位一般有英制、公制和脈沖當(dāng)量三種。若采用英制尺寸設(shè)定單位,則移動(dòng)軸尺寸單位為英寸,旋轉(zhuǎn)軸尺寸單位為度;若采用公制尺寸設(shè)定單位,則移動(dòng)軸尺寸單位為毫米,旋轉(zhuǎn)軸尺寸單位為度;若采用軸脈沖當(dāng)量設(shè)定單位,則移動(dòng)軸尺寸單位為移動(dòng)軸脈沖當(dāng)量,旋轉(zhuǎn)軸尺寸單位為旋轉(zhuǎn)軸脈沖當(dāng)量;系統(tǒng)的最小設(shè)定單位是一個(gè)脈沖當(dāng)量;即相對(duì)于每一個(gè)脈沖信號(hào),機(jī)床移動(dòng)部件的位移量;如直線位移時(shí)0.001mm /脈沖;角位移時(shí)0.001度/脈沖。














 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論