 電子發燒友App
電子發燒友App


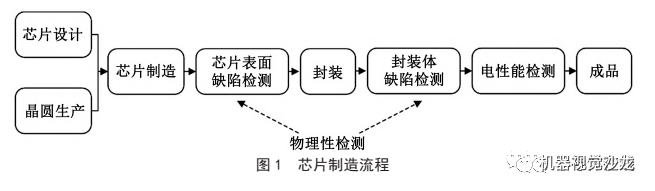
人工檢測是產品表面缺陷的傳統檢測方法,該方法抽檢率低、準確性不高、實時性差、效率低、勞動強度大、受人工經驗和主觀因素的影響大,而基于機器視覺的檢測方法可以很大程度上克服上述弊端。
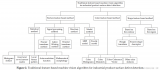
機器視覺檢測系統通過適當的光源和圖像傳感器(CCD攝像機)獲取產品的表面圖像,利用相應的圖像處理算法提取圖像的特zheng信息,然后根據特zheng信息進行表面缺陷的定位、識別、分級等判別和統計、存儲、查詢等操作;視覺表面缺陷檢測系統基本組成主要包括圖像獲取模塊、圖像處理模塊、圖像分析模塊、數據管理及人機接口模塊。
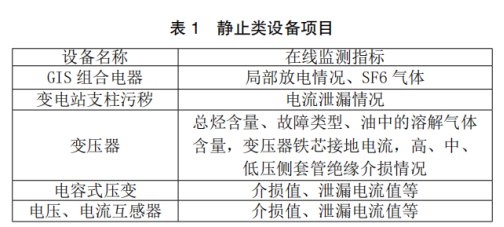
由于生產工藝及現場環境等影響,容易造成薄膜表面出現黑點、晶點、麻點、破洞、線條、褶皺、蚊蟲、劃傷等瑕疵,不僅影響嚴重薄膜產品的外觀,更是給企業帶來經濟損失。只有在生產過程中及時檢出薄膜表面的瑕疵缺陷,從生產的根源來消除瑕疵,控制和提高薄膜的表面質量,才是最行之有效的辦法。
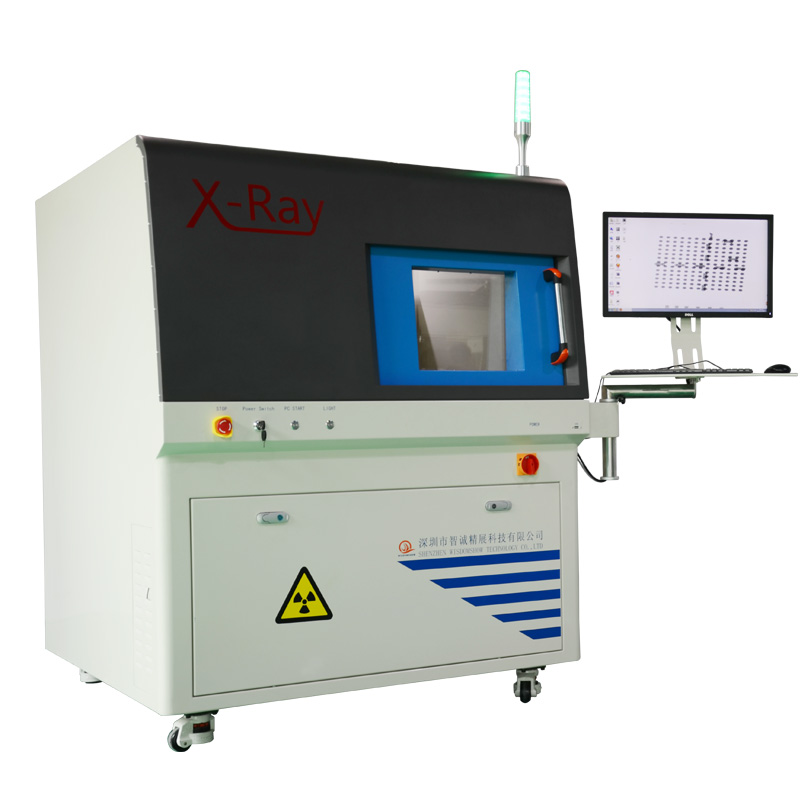
傳統的檢測方法如人工目視抽檢速度慢、精度低、易疲勞已經遠遠不能滿足現在工業生產中高速、高分辨率和無損只能檢測的要求。基于CCD的精譜測控鋰電隔膜缺陷在線檢測設備與傳統的人工肉眼檢測相比,具有快速、可靠、準確的優點,實時在線檢測,自動報警并顯示當前瑕疵的具體信息,以便及時進行處理。
精譜測控鋰電隔膜缺陷在線檢測設備原理:
視覺系統的輸出并非圖像視頻信號,而是經過運算處理之后的檢測結果(如缺陷、尺寸等數據)。通常,機器視覺檢測就是用機器代替肉眼來做測量和判斷。首先采用CCD照相機將被攝取目標轉換成圖像信號,傳送給專用的圖像處理系統,根據像素分布和亮度、顏色等信息,轉變成數字化信號。
圖像系統對這些信號進行各種運算來抽取目標的特征,如:面積、長度、數量、位置等。最后,根據預設的容許度和其他條件輸出結果,如:缺陷、尺寸、角度、偏移量、個數、合格/不合格、有/無等。上位機(如PC和PLC)實時獲得檢測結果后,指揮運動系統或I/O系統執行相應的控制動作(如定位和分類)。
精譜測控鋰電隔膜缺陷在線檢測設備主要技術指標:
1、測量精度:0.1mm以上的斑點、污點、孔洞等瑕疵;
2、適用寬度:按要求定制;
3、CCD數量:依被測物寬度及檢測精度決定;
4、檢測常見的瑕疵,對瑕疵缺陷信息進行處理,實時提供瑕疵的位置、大小,以及記錄供用戶參考核對;
5、系統可設置瑕疵報警的參數,用戶可根據生產要求設置報警線,實現聲光報警并對不合格位置在線做標記。
精譜測控鋰電隔膜缺陷在線檢測設備功能:
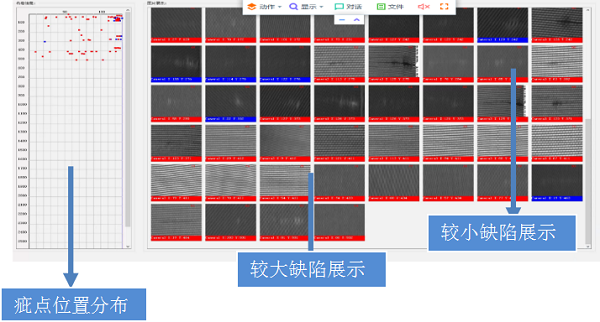
(1)精確的瑕疵地圖(X、Y坐標)定位顯示模塊;
(2)自動聲光報警,并顯示當前及前后10個瑕疵的瑕疵圖像;
(3)實時瑕疵信息展示,記錄當前瑕疵的類型、面積(直徑)、橫縱向位置等信息;
(4)產品基本信息模塊,記錄產品批次號、型號、規格、班號、操作員等信息(用戶可根據生產情況進行修改);
(5)實時的檢測米數檢測米數、報警信息顯示;
(6)根據瑕疵面積大小、形狀、灰階差異等特征實現瑕疵的自動分類;
(7)周期性、連續性瑕疵的自動報警;
(8)自動生成每一卷產品的產品瑕疵記錄,用戶可根據批次號直接查詢;
(9)自動換卷,并自動打印每一卷產品信息的質量報表;
(10)檢測歷史記錄的自動統計、保存、查詢、調用及打印等功能;
(11)長時間、大容量的歷史記錄存儲;
(12)產線的自動化聯動、遠程技術服務等;
注:軟件功能可根據用戶的不同要求進行特殊功能的定制開發。
責任編輯:tzh






































 工商網監
工商網監
評論