 電子發燒友App
電子發燒友App


中厚板結構件焊接是裝備制造業的重要生產工序,中厚板涉及的行業主要包括:工程機械、建筑機械、煤炭機械、鐵路機車、建筑機械、機床、風電、鍋爐及壓力容器、鋼結構、造船和橋梁制造等大型結構件。
一般來說,鋼板按厚度的不同可以分為薄板、中板和厚板,厚度≤4.5mm為薄板,4.5mm<厚度≤20mm的鋼板為中板,20mm<厚度≤60mm的鋼板為厚板,厚度>60mm的鋼板為特厚板。?
中厚板焊接施焊過程中,易產生熱裂紋與冷裂紋。因此,在實際生產制造過程中,應對焊接過程進行控制,以防止焊接裂紋的產生。
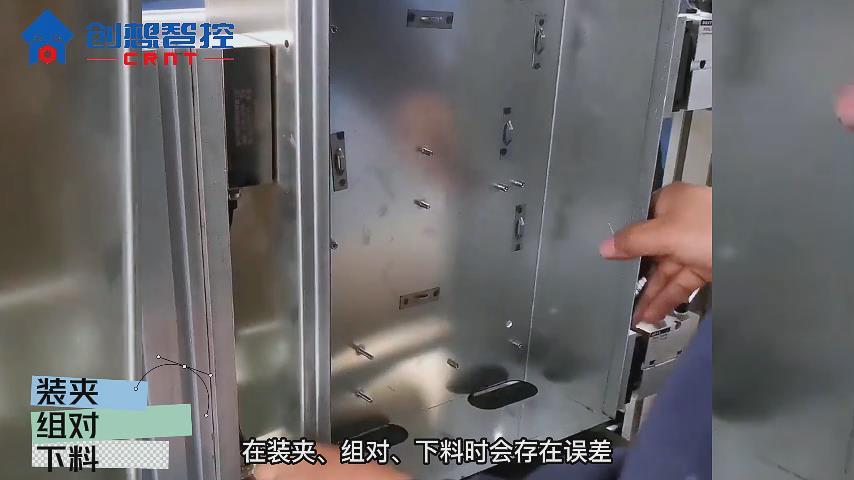
目前,由于制造業的高速發展,市場對焊接構件的精度和速度提出了更高的要求,而一般工人由于受技術水平、疲勞程度等原因無法實現目前的焊接要求,另外焊接過程中產生的火花、飛濺、煙霧等都影響著工人的健康。?
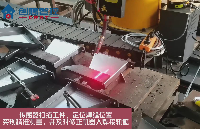
隨著生產自動化和智能化技術的迅速發展,各種新技術在焊接領域得到了廣泛應用,焊接自動跟蹤系統已成為焊接自動控制研究領域中的一個重要內容.精確的焊縫跟蹤可以快速實現焊縫的精確定位,是保證焊接質量的關鍵,是實現焊接過程自動化的重要研究方向.
在眾多中厚板構造物的焊接工程中,以提高生產效率,實現穩定,均勻焊接為目的的自動化焊接已經得到廣泛應用,因此精確的焊縫跟蹤技術是保證焊接精準的重要因素,也是實現焊接自動化的重要手段。
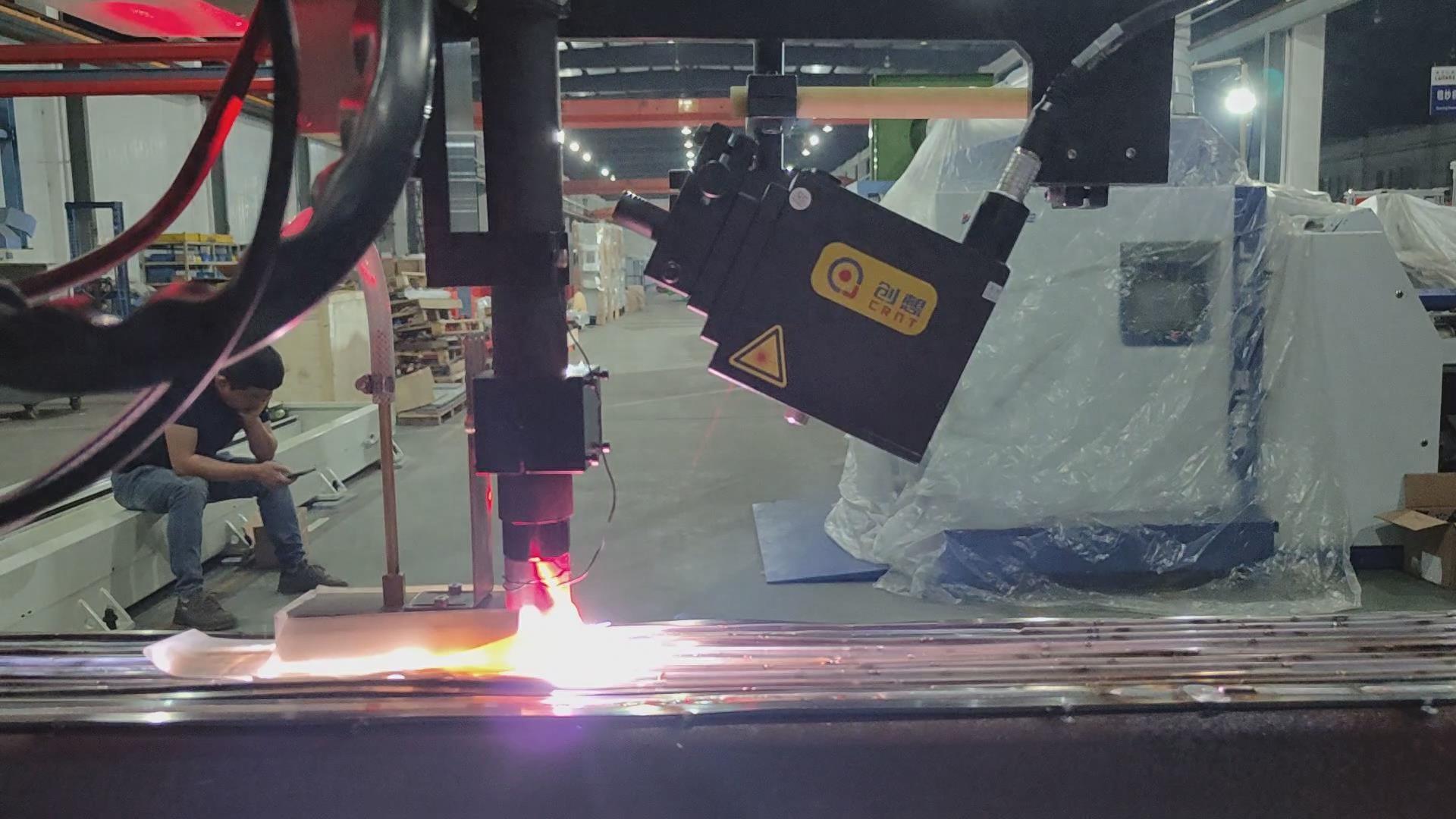
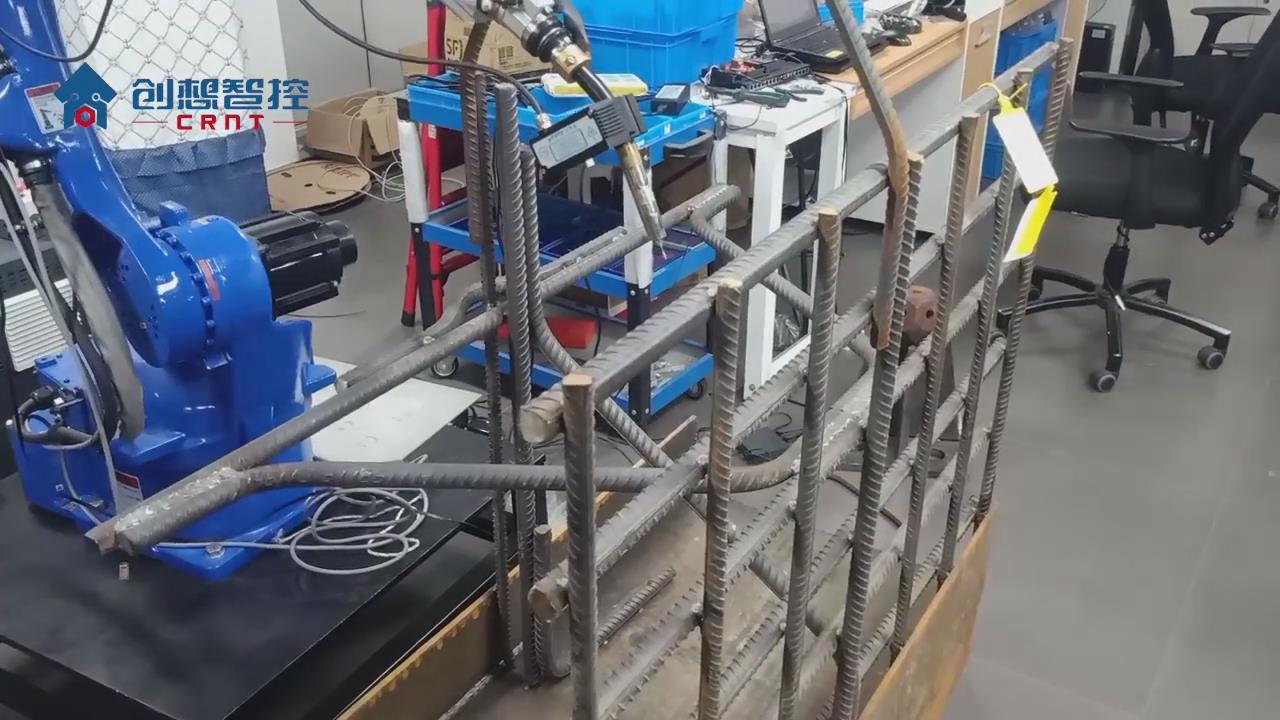
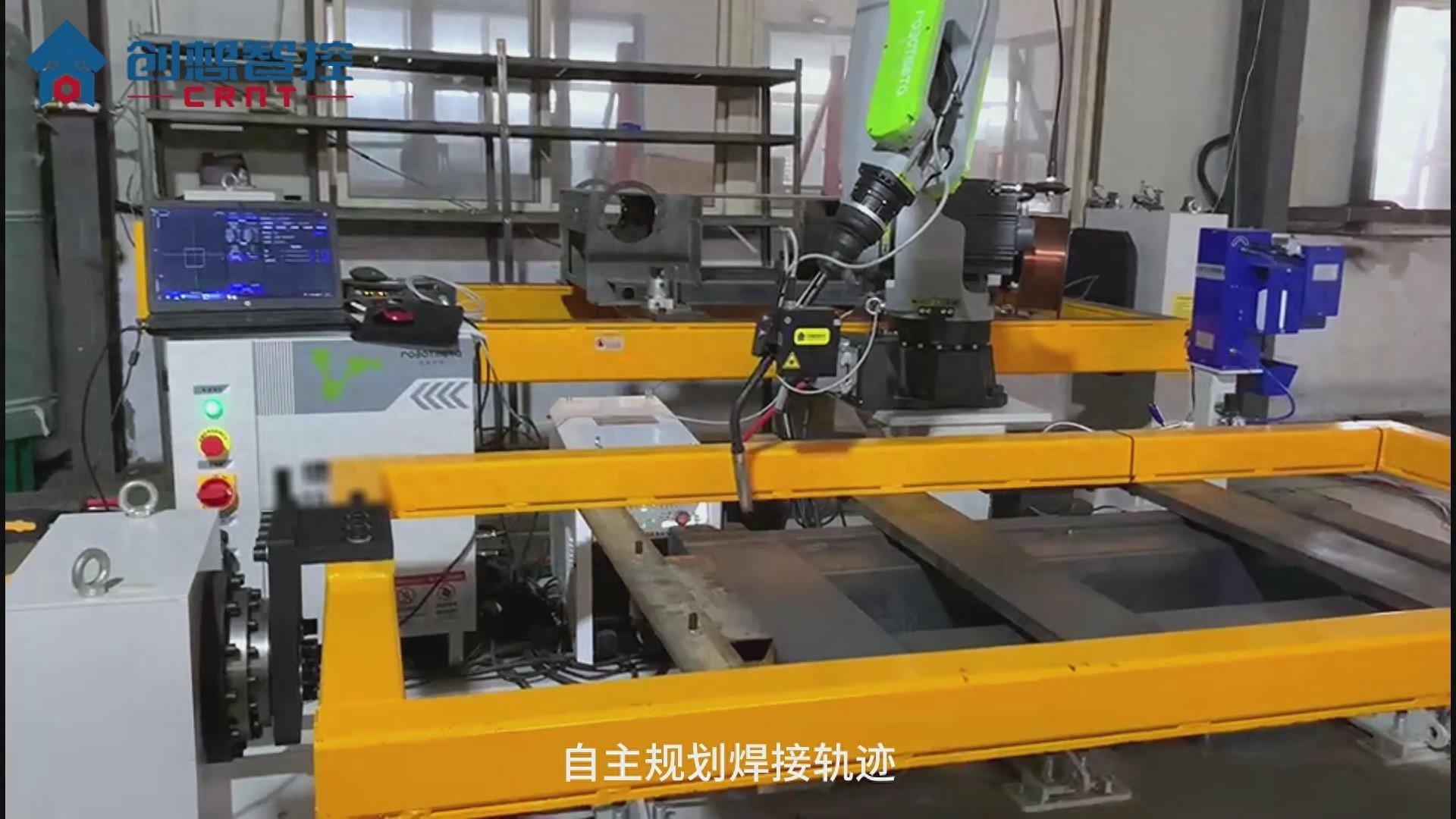
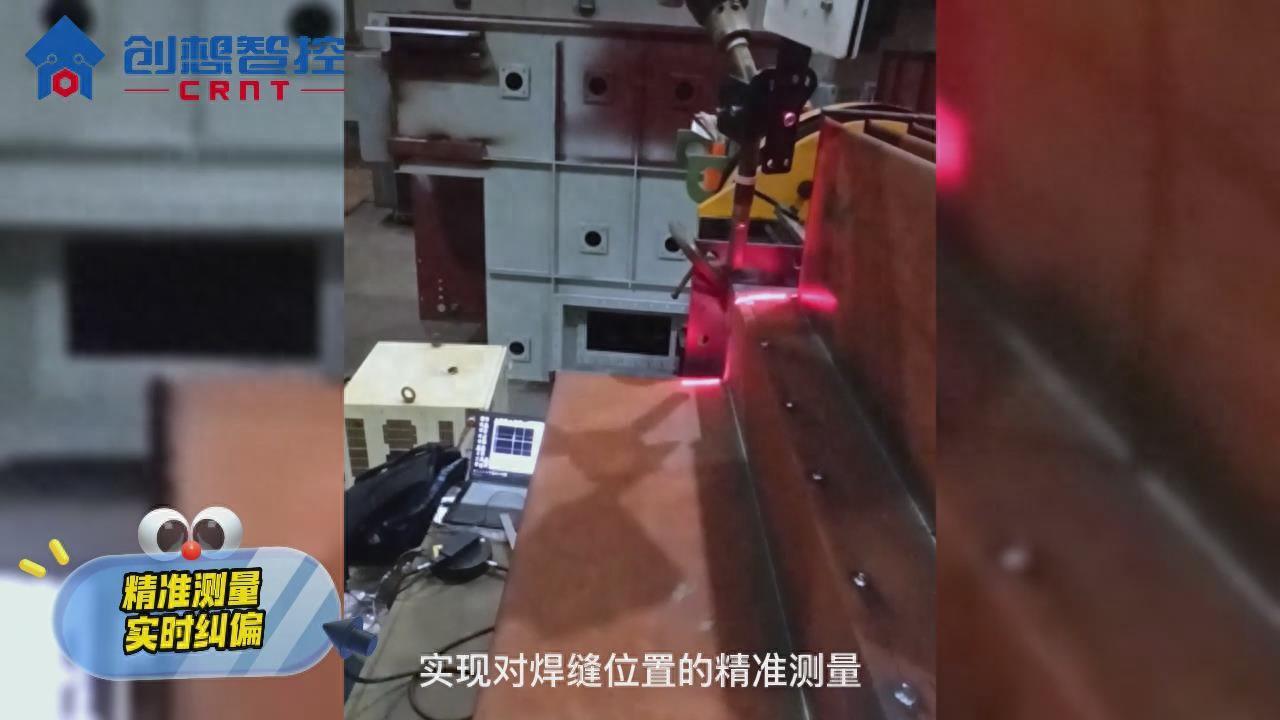
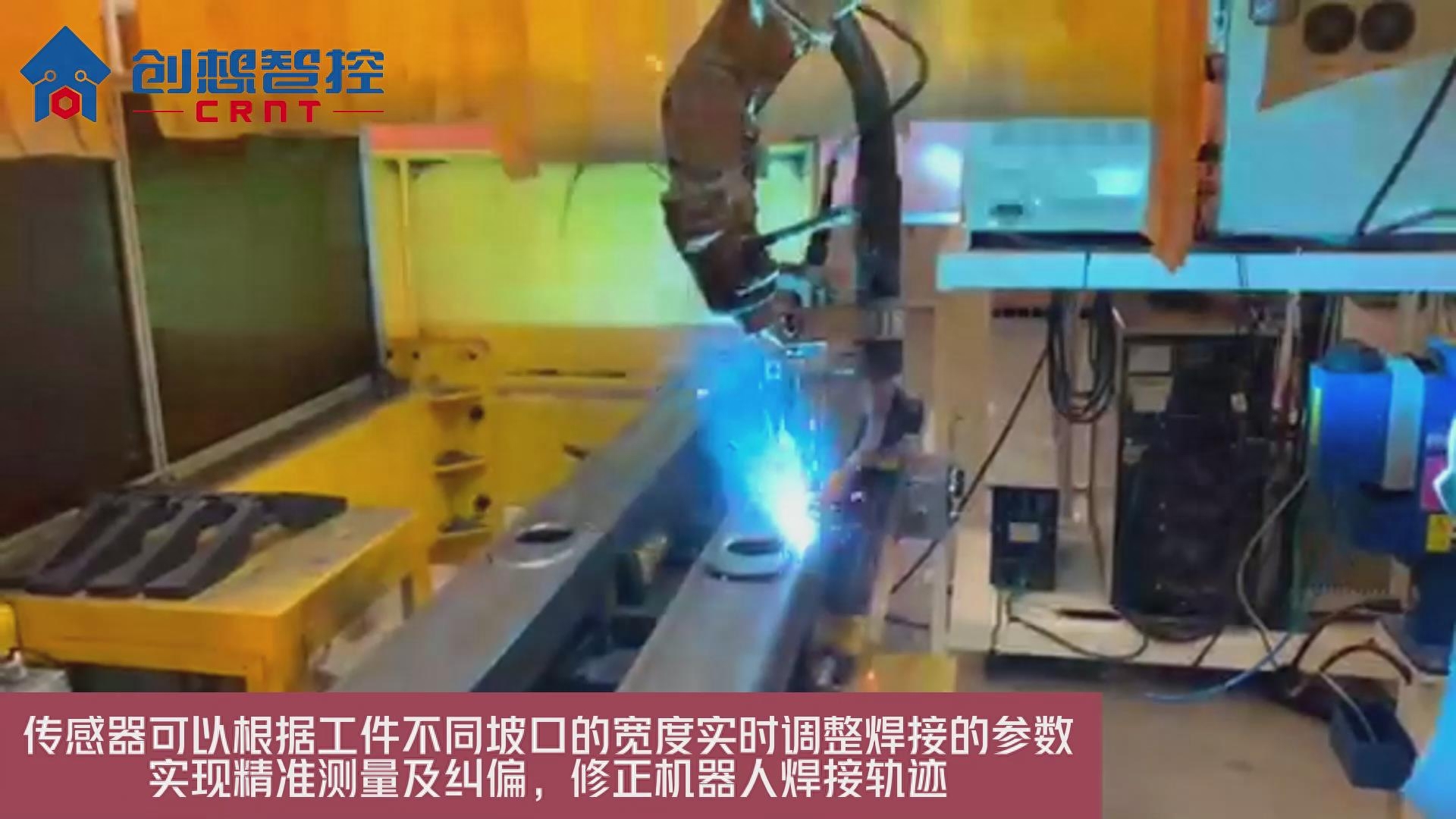
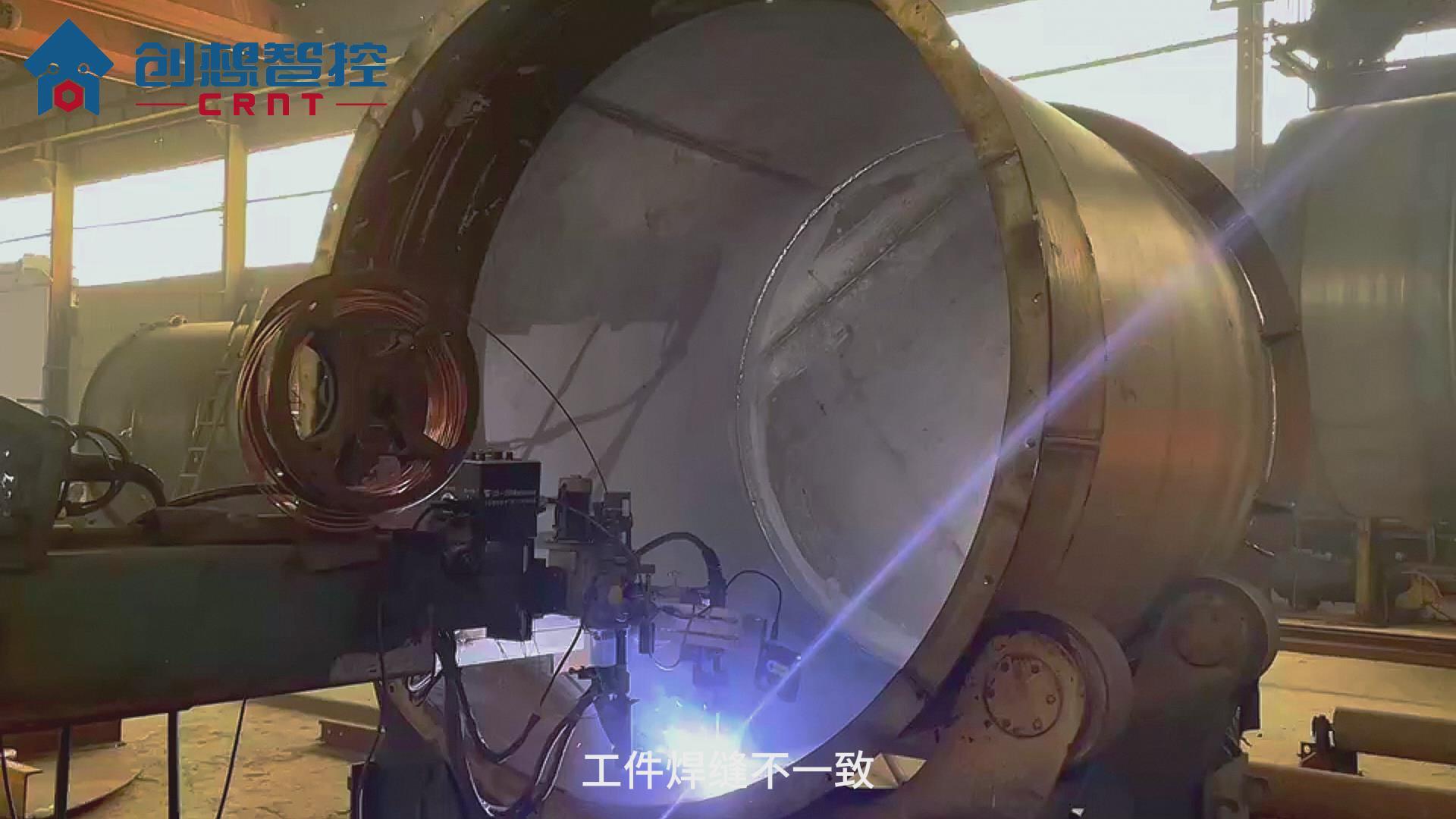
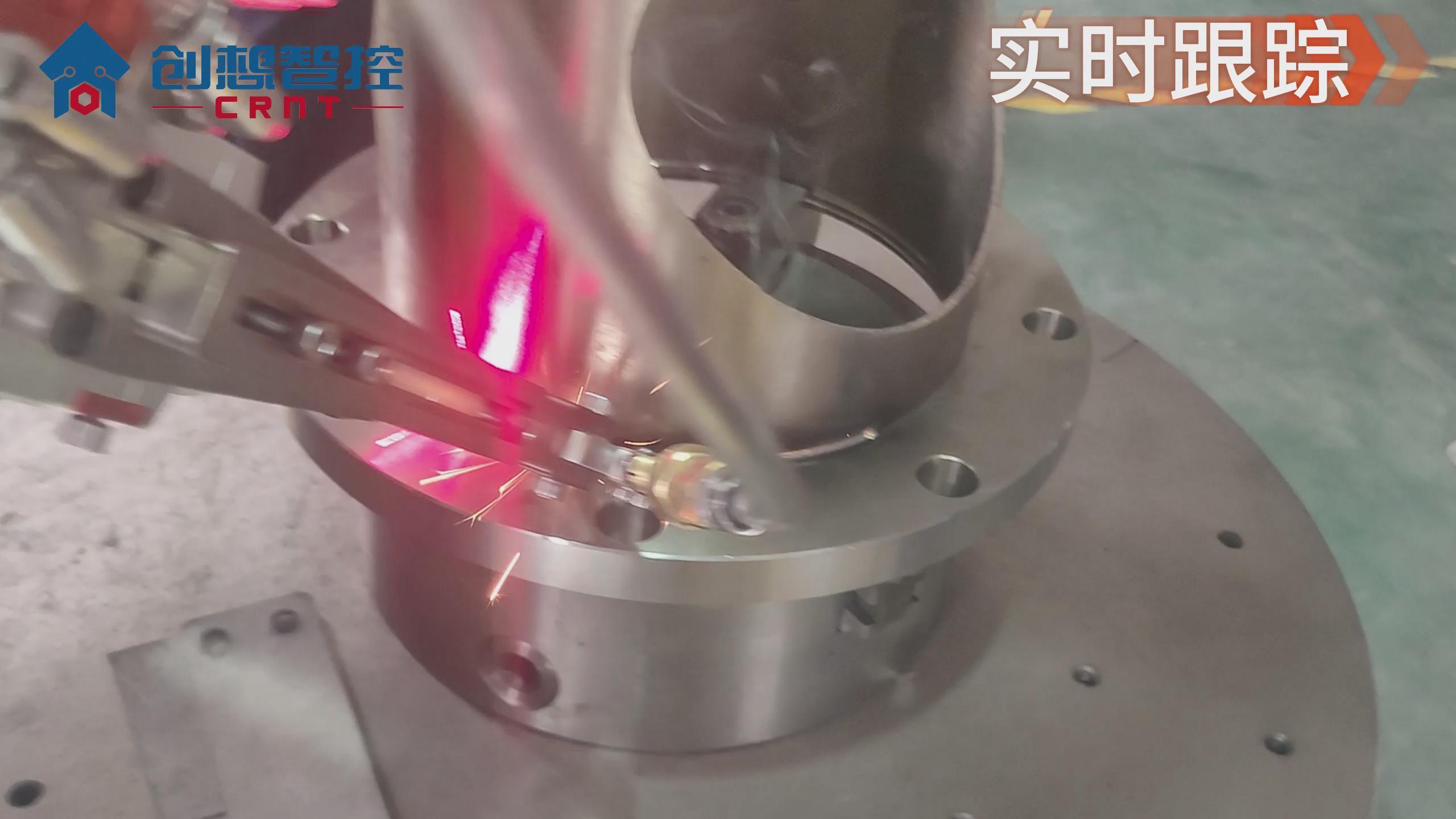
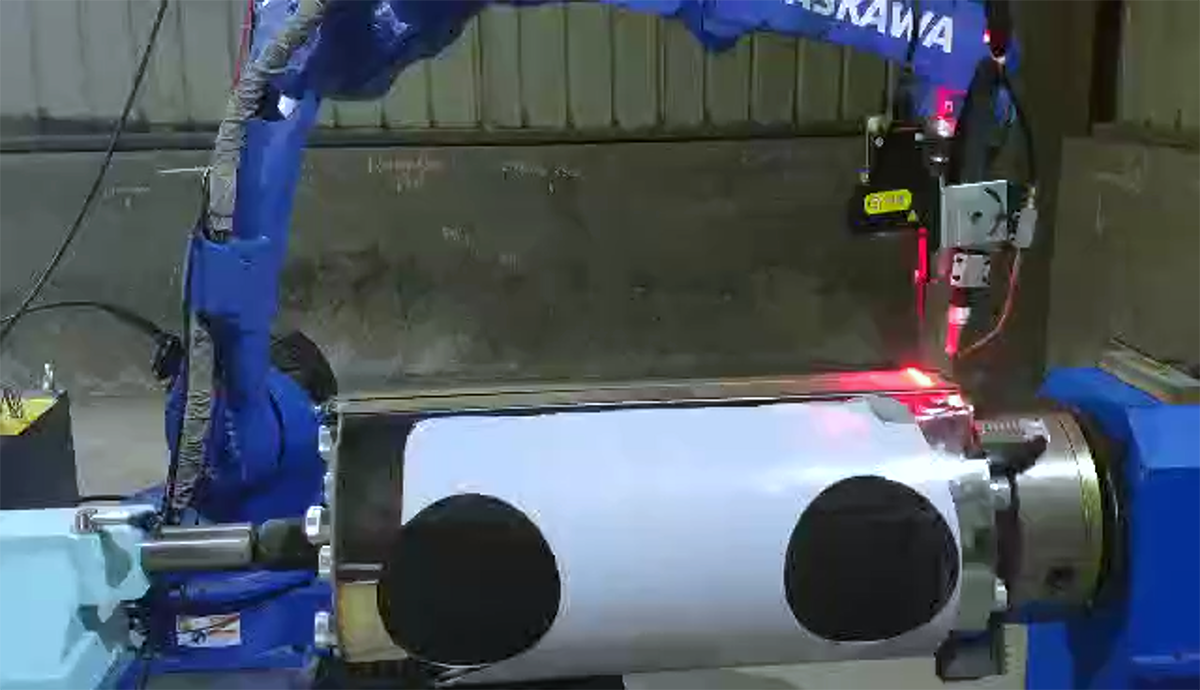
在這一背景下,創想智控自主研發的激光焊縫跟蹤系統可真正焊接實現自動化,將焊縫跟蹤系統與自動化設備融合提出綜合解決方案,可以有效提高焊接質量和焊接效率,同時降低焊接對于焊接工人的身體傷害。
中厚板焊接過程中實現精確的焊縫自動跟蹤的難點在于采用什么樣的傳感器可靠?如何準確的提取到焊縫偏差信息?
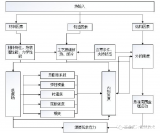
生產制造業經過多年實踐與總結,目前中厚板焊接中最需要關注的有以下幾點:
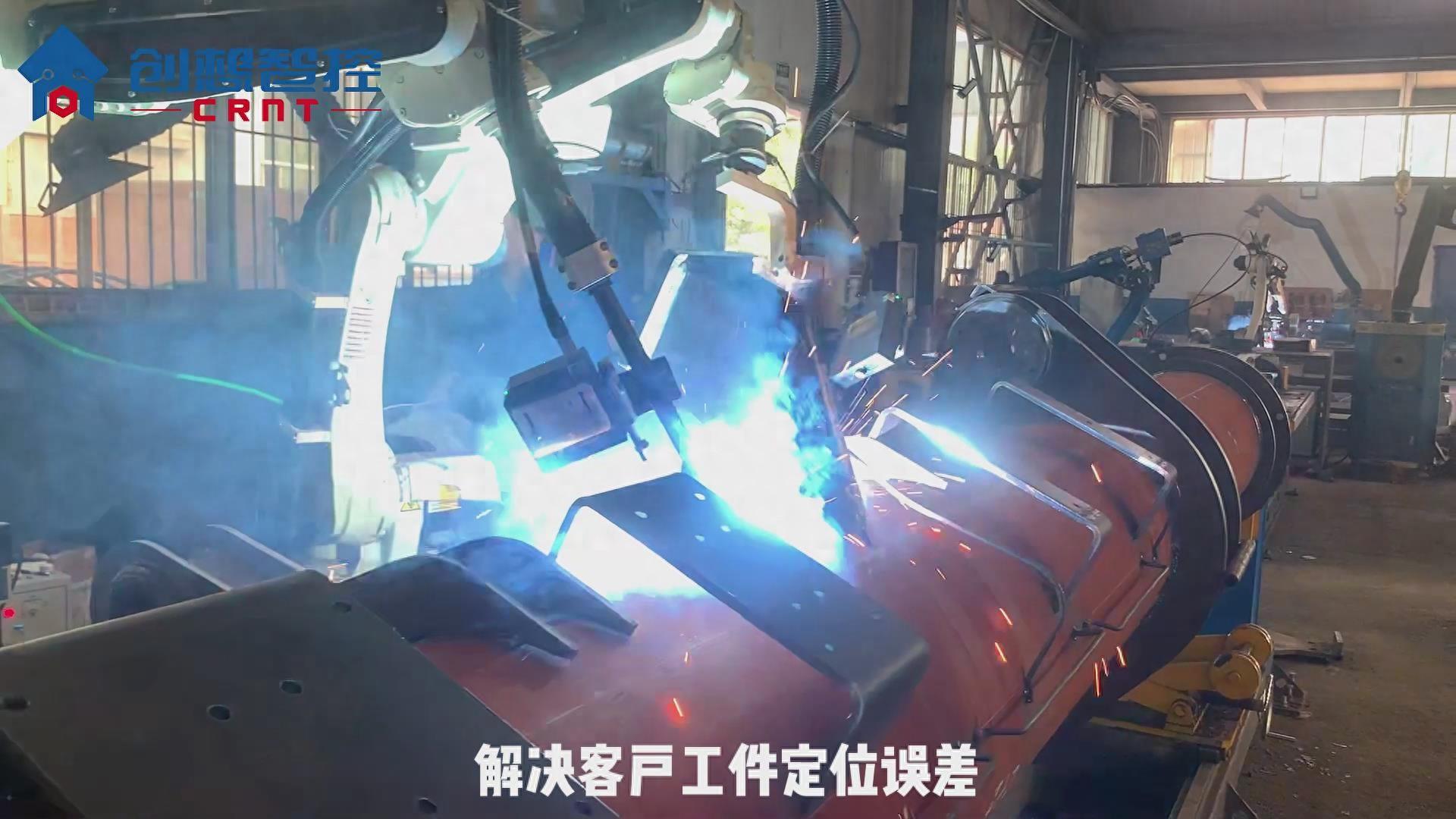
智能尋位
溝槽尋位
電弧跟蹤
多層焊接
擺動焊接
編程規范
目前創想智控針對上述要點提出了智能跟蹤綜合解決方案?
智能尋位
在中厚板焊接中,對工件焊道焊縫進行尋位。
溝槽尋位
對溝槽進行尋位,獲得位置及尺寸。
電弧跟蹤 ?
激光跟蹤系統替代或者搭配使用。
多層焊接
尋焊縫位置,尋位路徑進行多層多道偏移。
擺動焊接
尋焊縫位置,尋位路徑進行擺動焊接偏移。
編程規范
不需要每條焊縫進行示教處理。
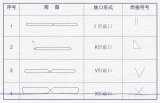
擺動焊
擺動焊是焊接時,焊縫熱源在焊件上進行有規律的橫向擺動的焊接操作。
在傳統焊接中,一般是要將焊槍噴嘴與管壁坡口保持一定距離,用右手大拇指和食指抓焊槍,其余3指靠在管壁做支撐左右擺動或直接懸空進行運條。
在使用自動焊接設備焊接時, 焊接過程,為了獲得優質美觀的焊縫,焊槍與焊絲應作均勻協調的擺動,通過擺動使焊件金屬熔透均勻,并避免焊縫金屬過熱或過燒。在焊接某些有色金屬時,要不斷的用焊絲攪動金屬熔池,有利于熔池中各種氧化物及有害氣體排出。
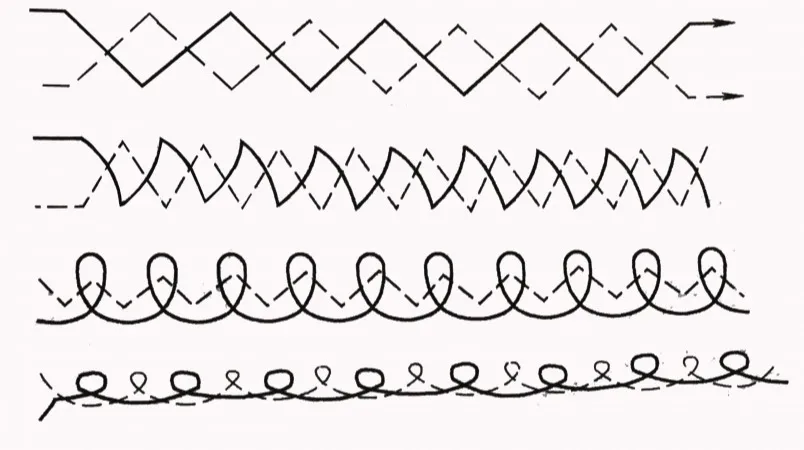
擺動焊接主要有兩個動作,一是沿著焊接方向的移動二是垂直于焊縫的橫向擺動。對于焊絲,除了與焊槍同樣的兩種動作外,由于焊絲的不斷熔化,還必須有向熔池的推進動作,并且焊絲末端應均勻協調地上、下跳動。否則會造成焊縫高低不平、寬窄不勻的現象。
焊槍與焊絲的擺動方法和工件厚度、性質、空間位置及焊縫尺寸有關,常見的擺動方法如下圖
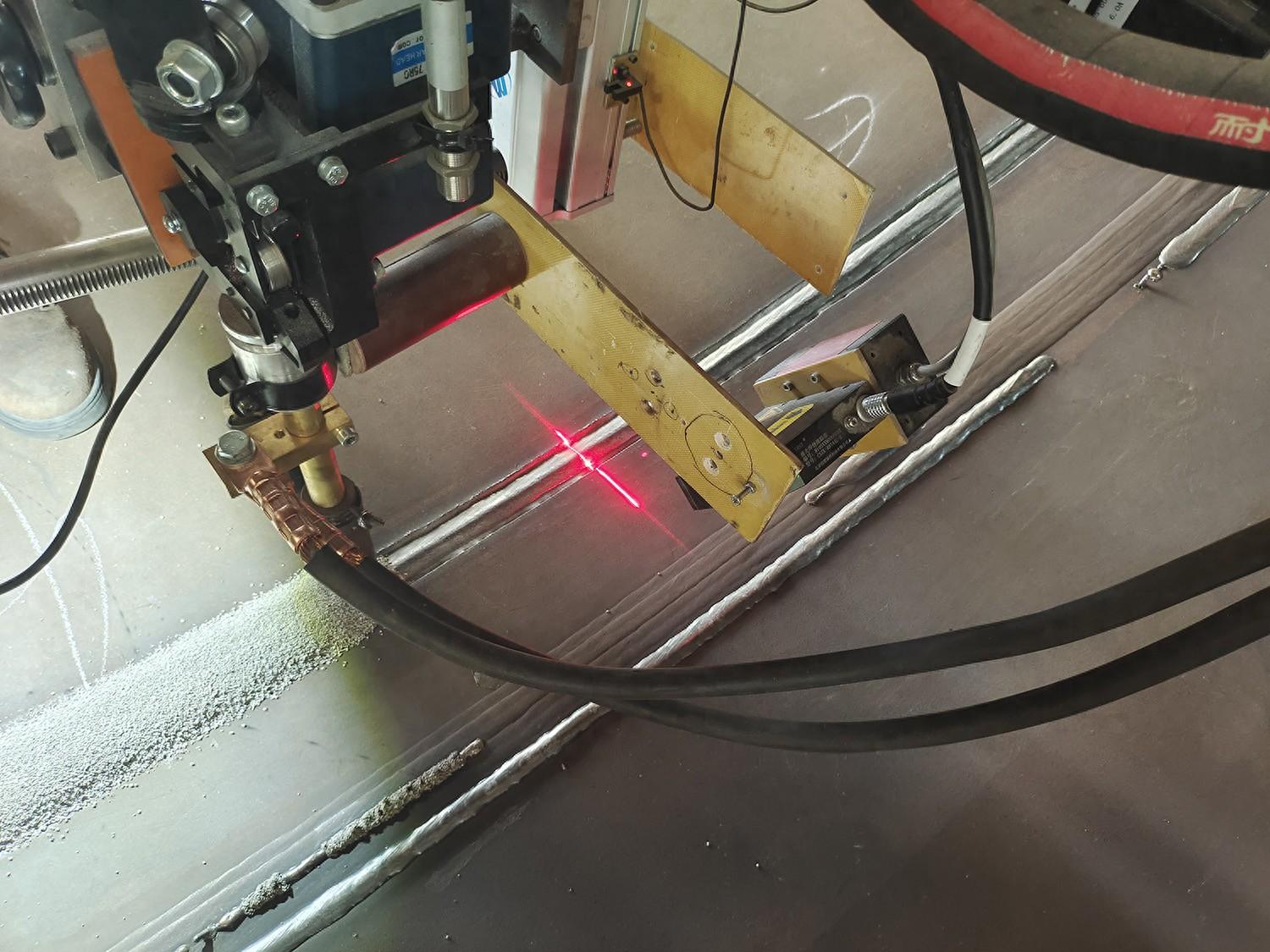
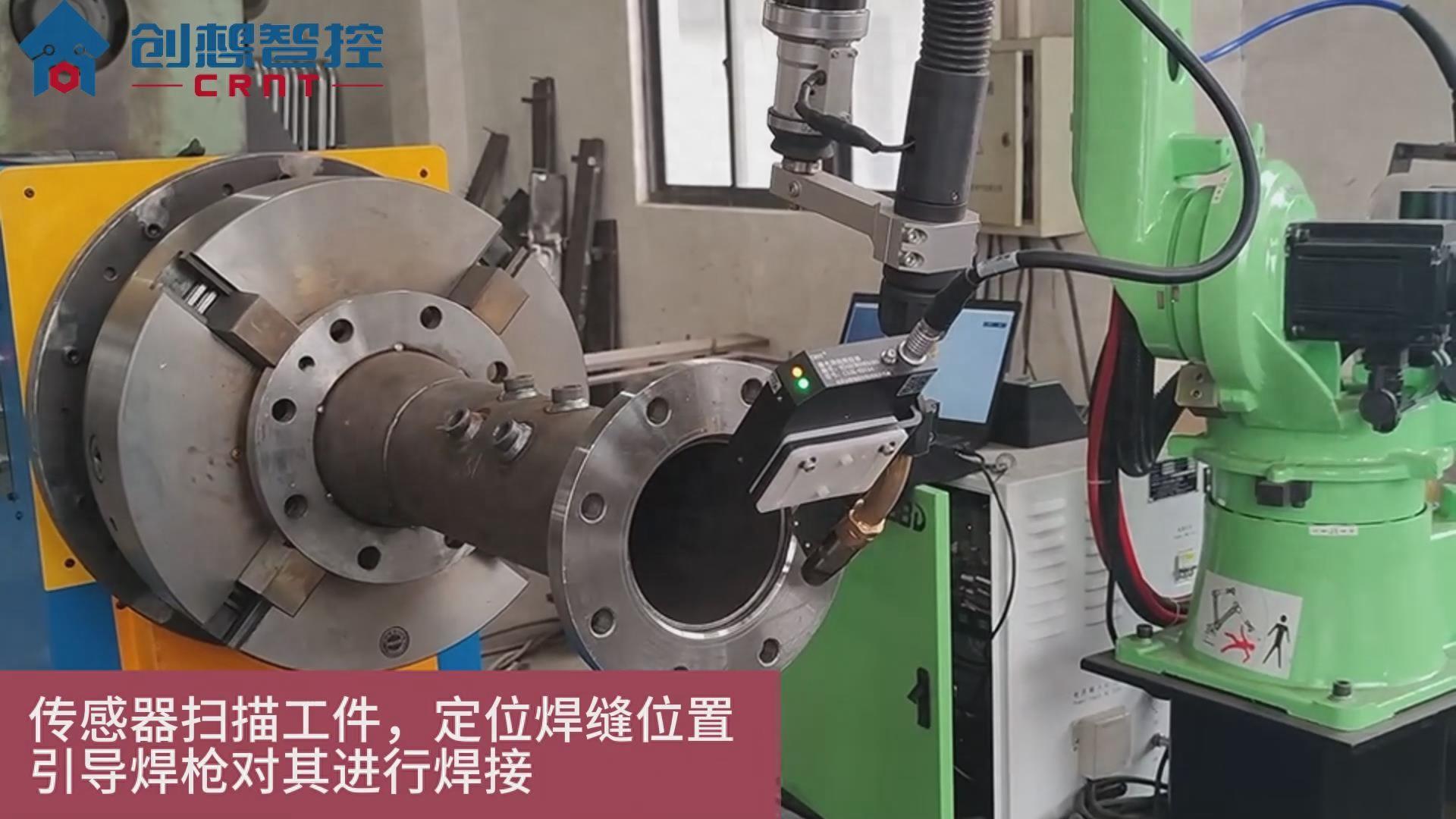
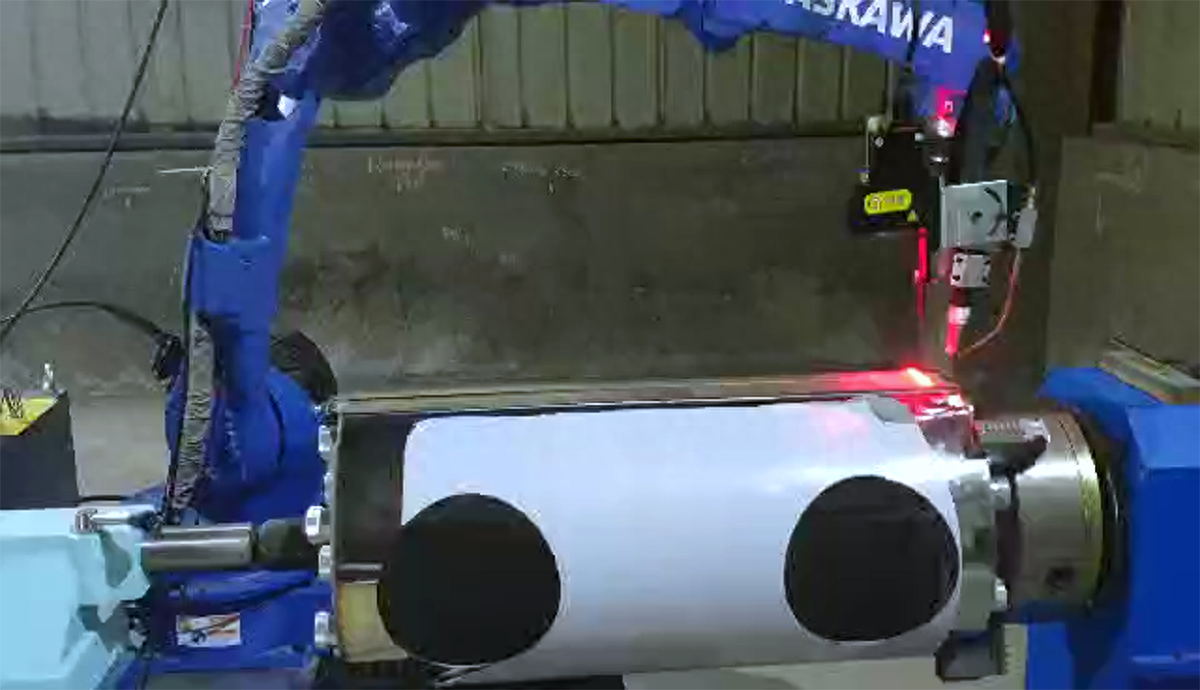
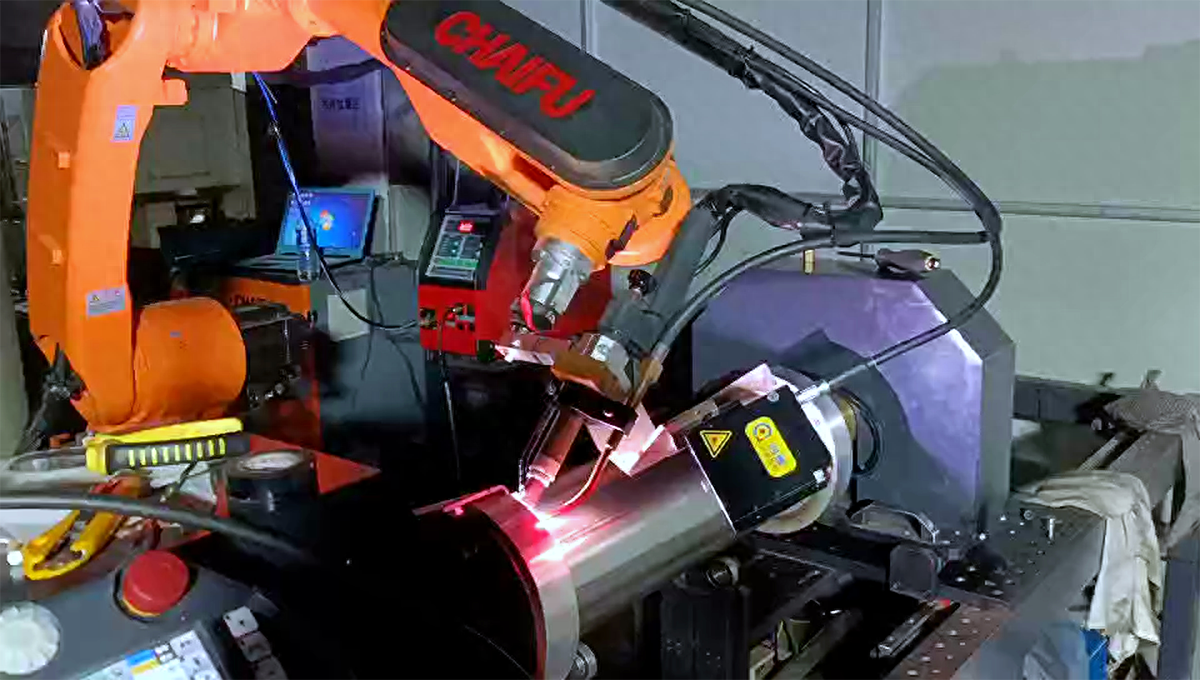
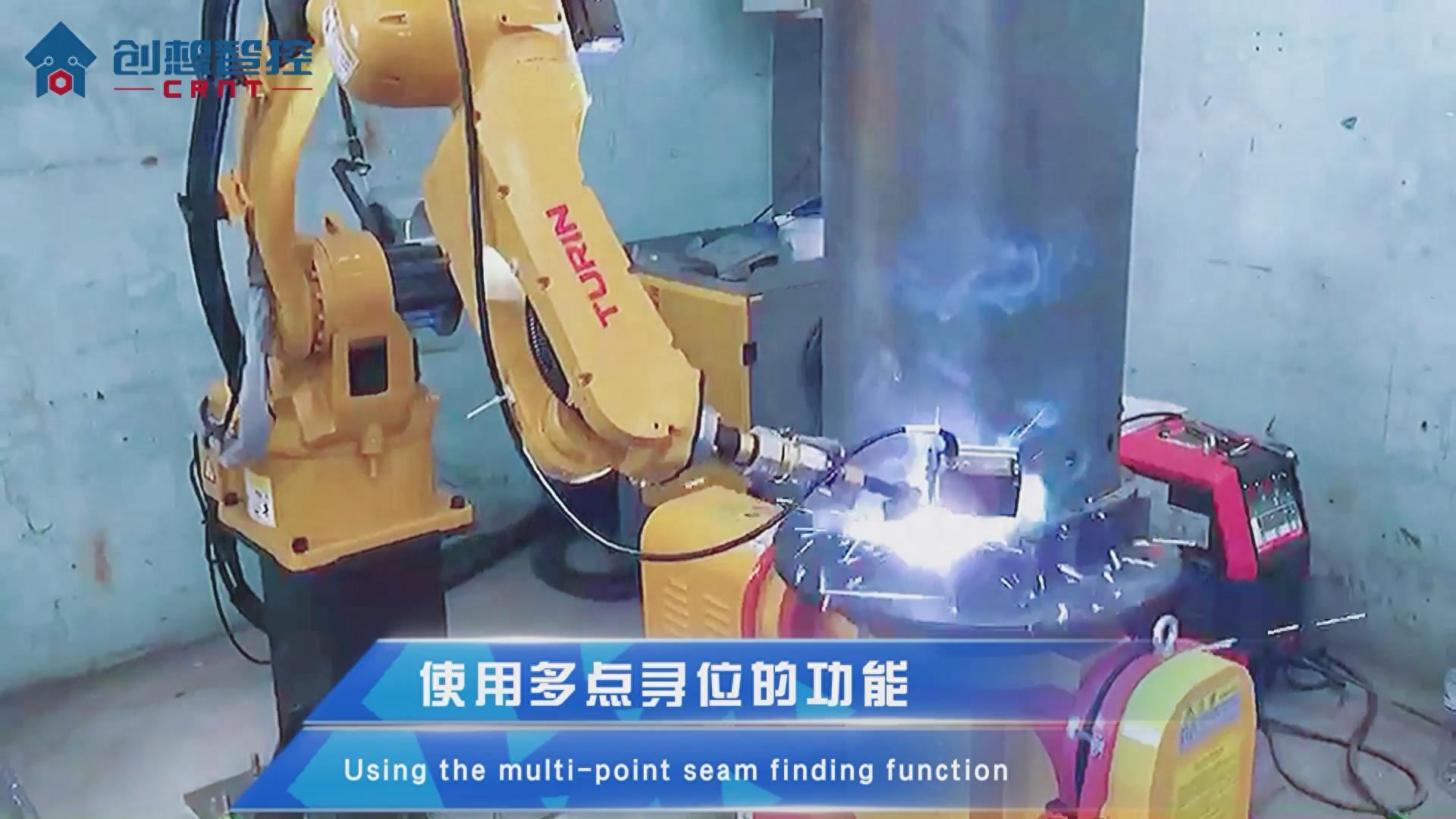
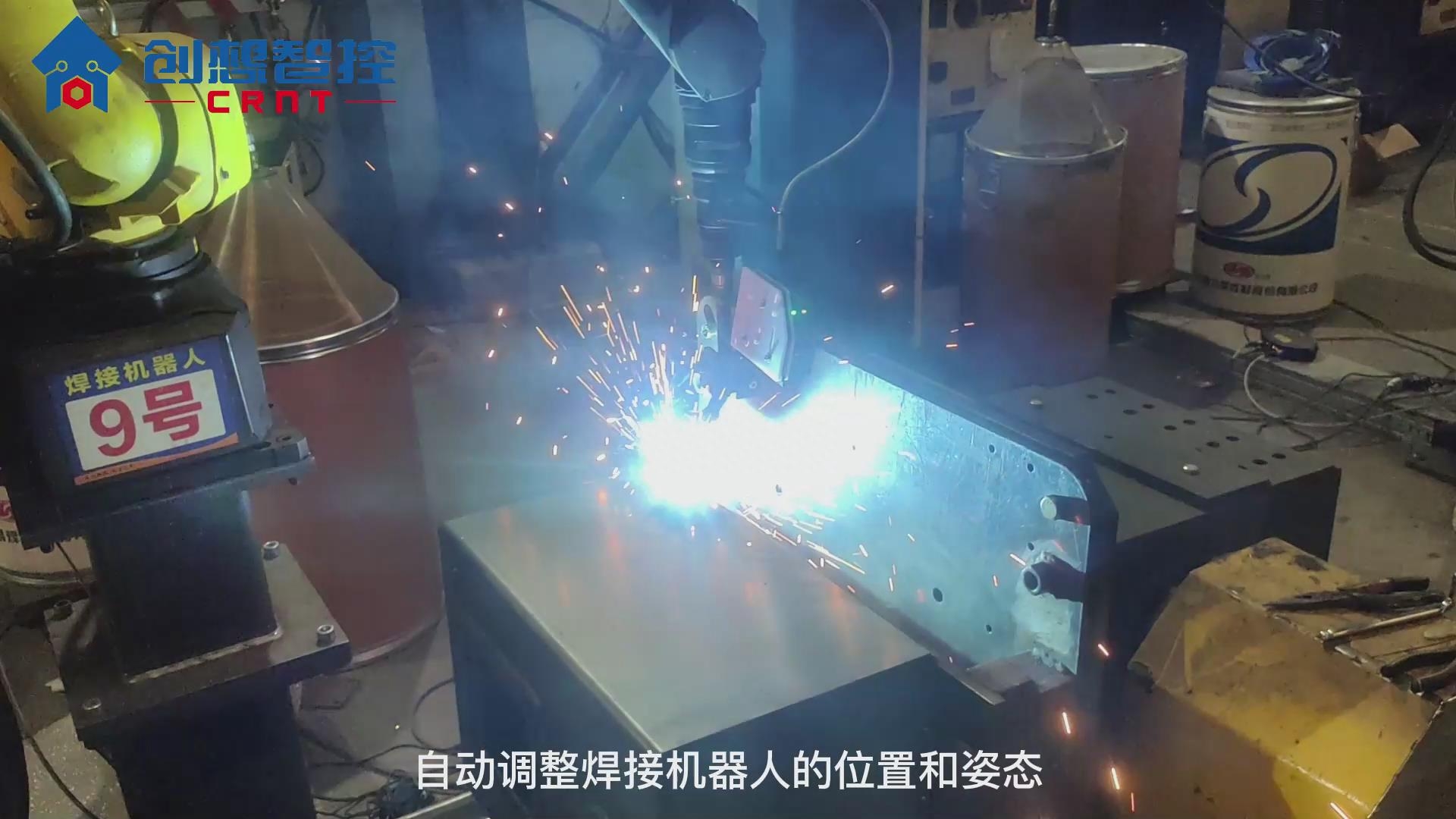
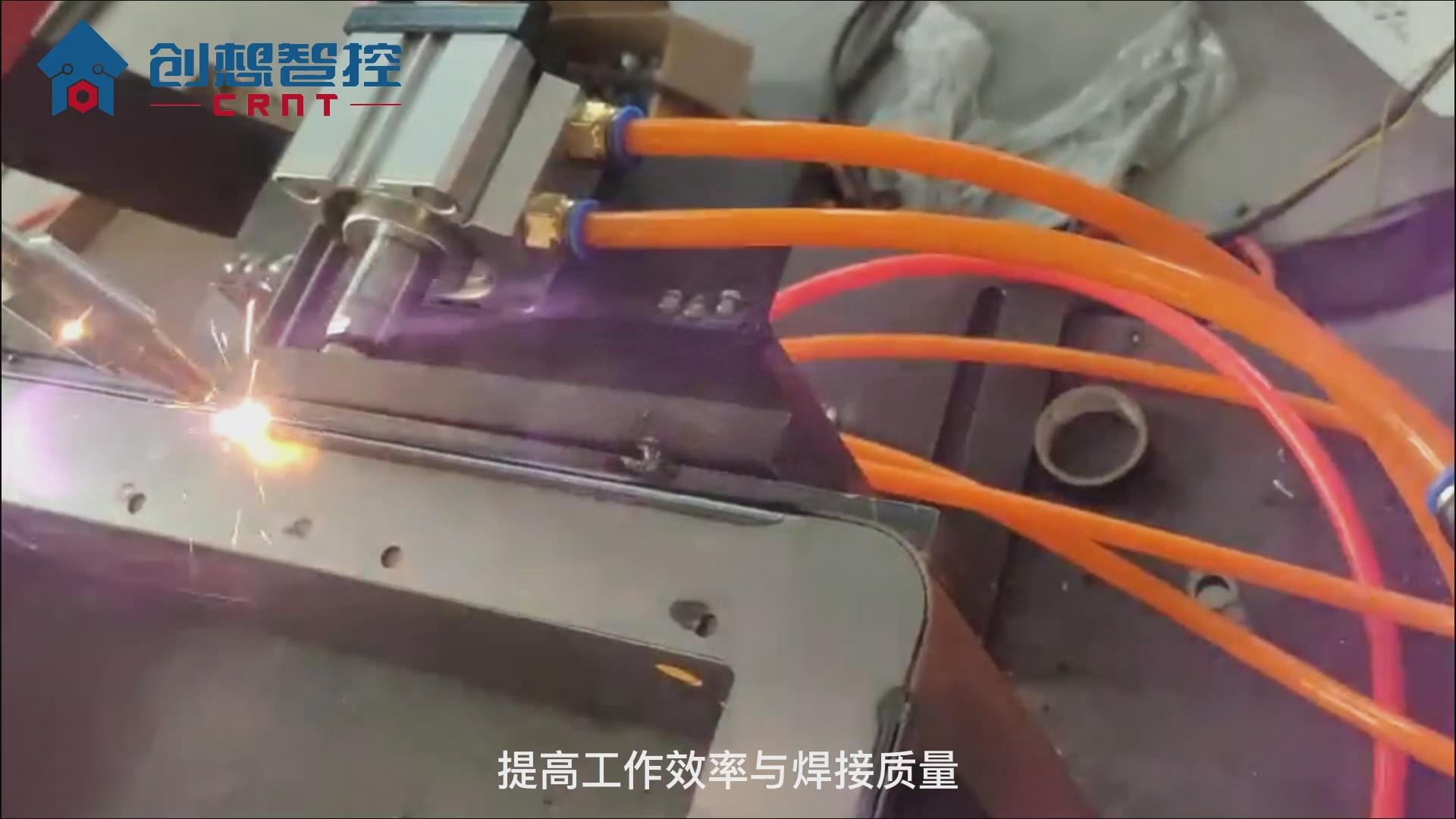
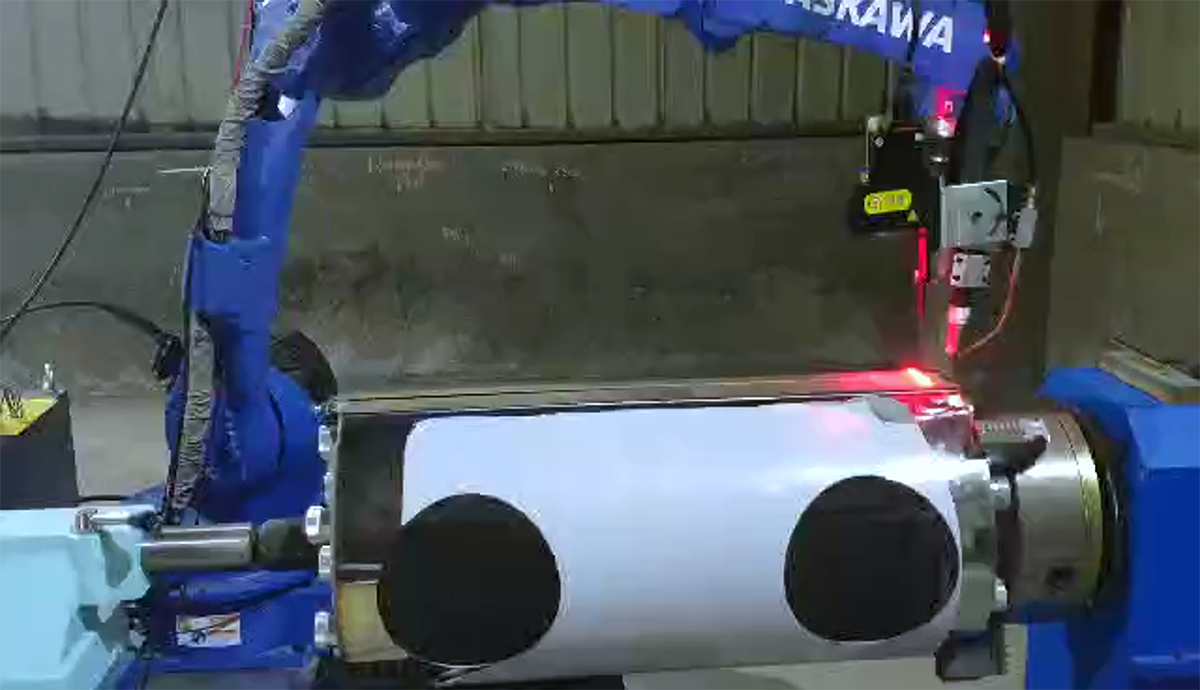
? ? ? 由北京創想智控自主研發的、具有多項專利的激光焊縫跟蹤系統通過復雜的程序算法完成焊縫的在線實時檢測,非接觸式跟蹤,通過傳感器測量焊縫偏移,引導并控制焊槍進行定位。具有焊縫成形美觀,質量可靠,產品合格率高,勞動強度低和生產效率高等優點,大大提高企業的生產效率。

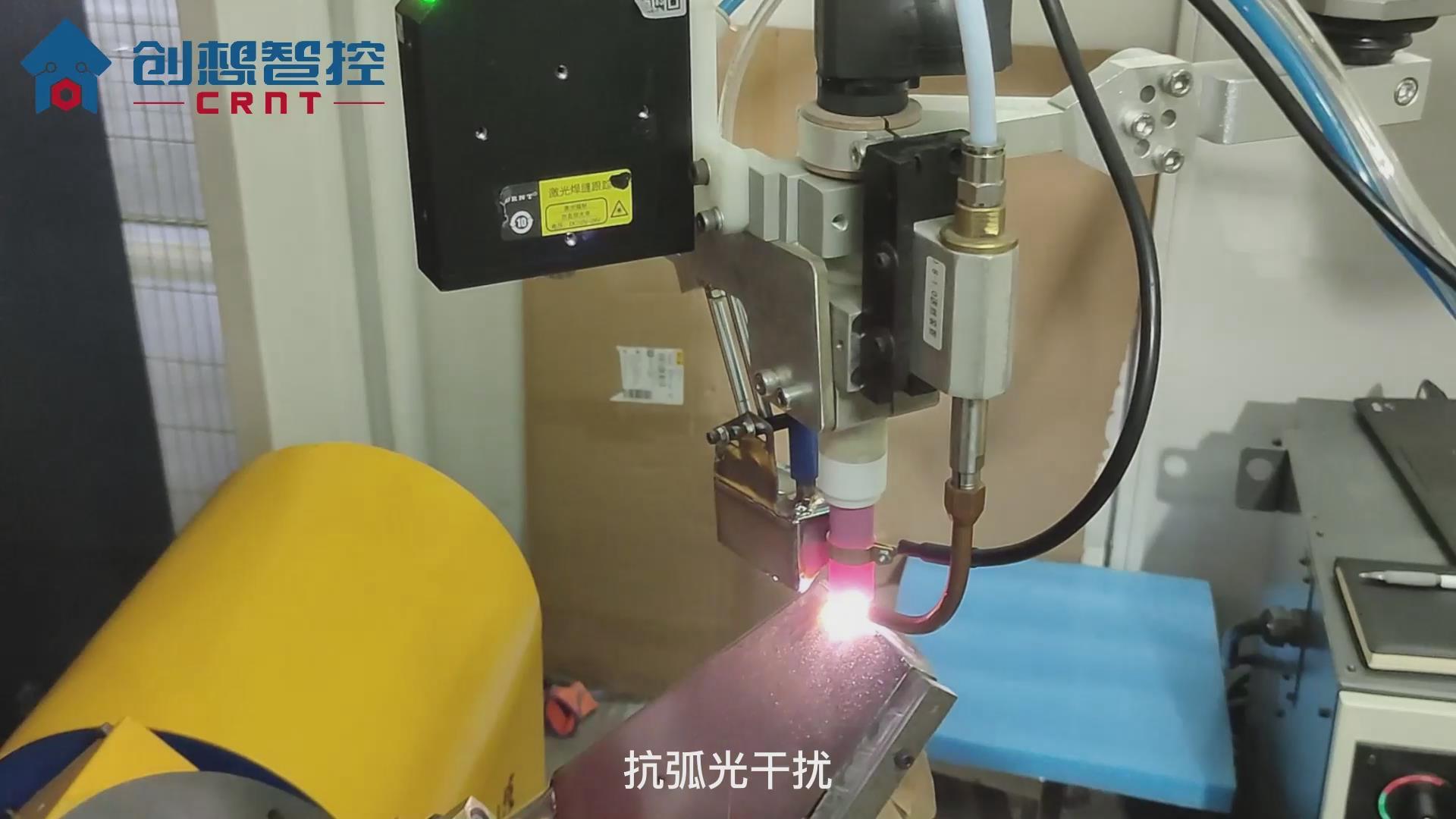
抗弧光、煙塵、飛濺、點焊和電磁干擾;
可高速、高精度識別焊縫進行實時跟蹤;
專用軟件穩定,性價比高;
能夠適用所有焊接工藝,精度高,處理速度快,抗干擾性強。 ? ? ? ??
可實現,精確控制焊槍焊接,大大減少焊工的勞動強度和人為因素的影響,保證焊縫質量和提高焊接效率。
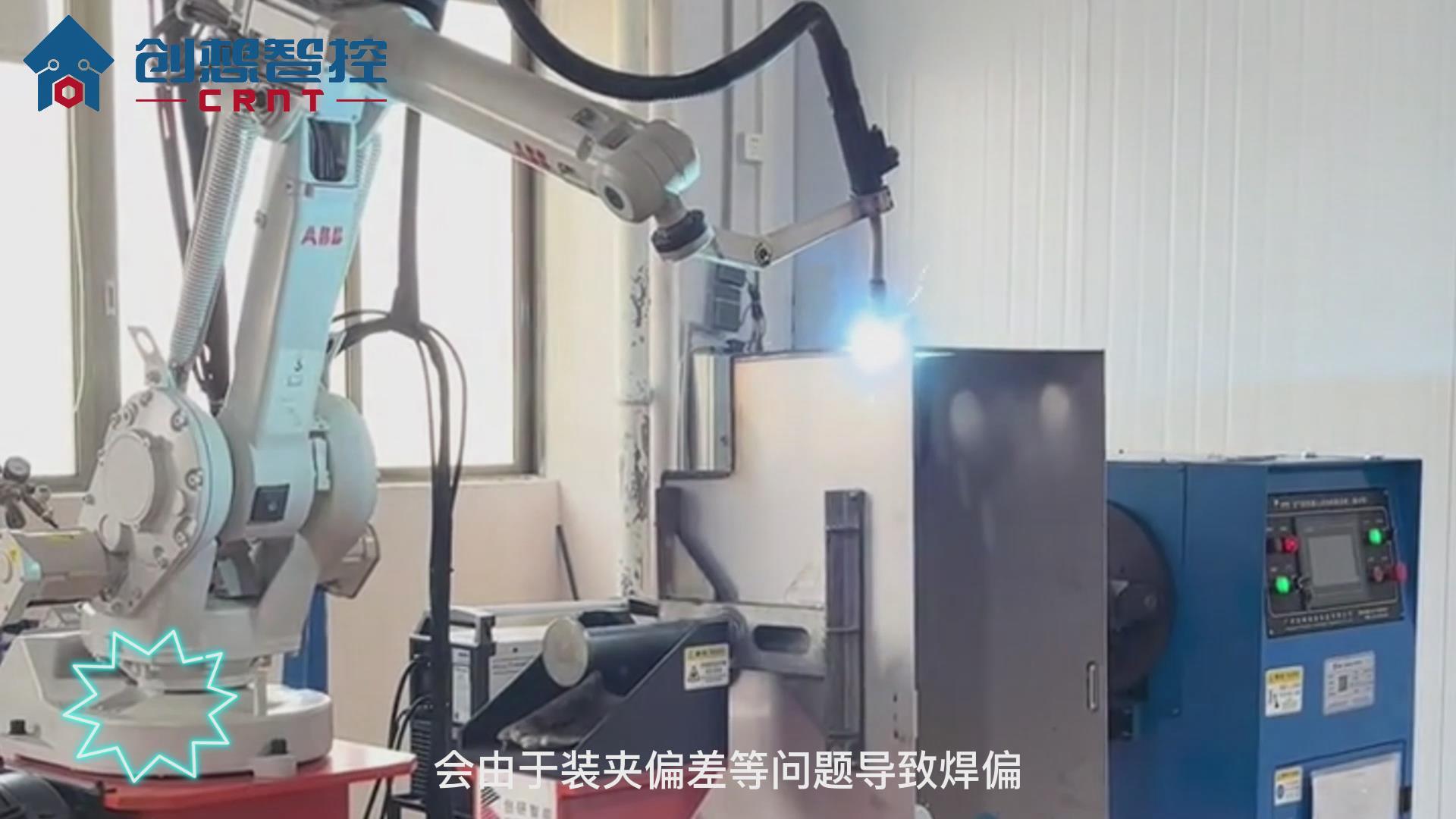
該系統對中精度高、抗干擾能力強、成本低、實用性強,解決了人工對中調節不方便、經常出現跑偏等問題。通過對現有的焊接設備加裝焊縫跟蹤系統,實現焊接自動跟蹤,有效解決了焊縫偏差帶來的問題,在中厚板焊接中成功應用,獲得較好的焊接效果。

? ? ? ? ? ? 審核編輯:符乾江


































 工商網監
工商網監
評論