 電子發燒友App
電子發燒友App


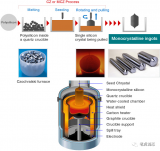
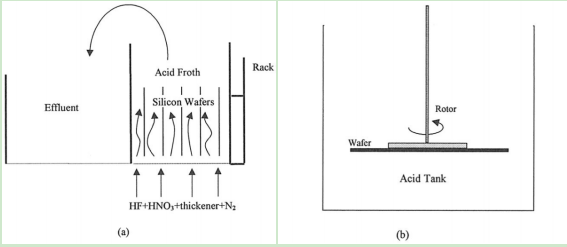
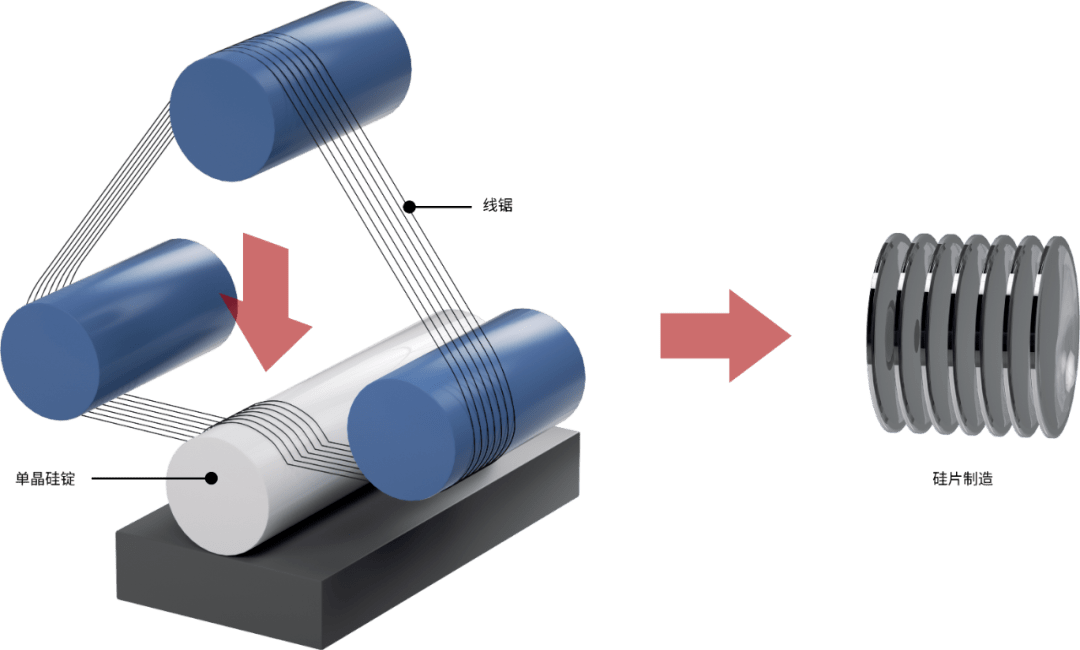
本文研究了用金剛石線鋸切和標準漿料鋸切制成的180微米厚5英寸半寬直拉單晶硅片與蝕刻時間的關系,目的是確定FAS晶片損傷蝕刻期間蝕刻速率降低的根本原因,無論是與表面結構相關,缺陷相關,由于表面存在的氧化層,還是由于有機殘差。
通過采用研磨和離子研磨的方法制備了橫截面透射電鏡樣品,反射率測量是使用基于光纖,光學排列進行的,利用日立S-4800掃描電子顯微鏡(SEM)、200keVJEOL2010F透射電子顯微鏡(TEM)和表面成像系統公司的原子力顯微鏡(AFM)對其表面結構進行了研究。
?
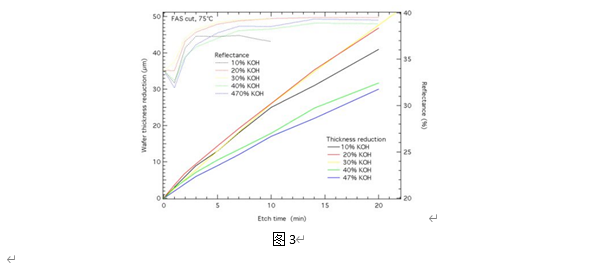
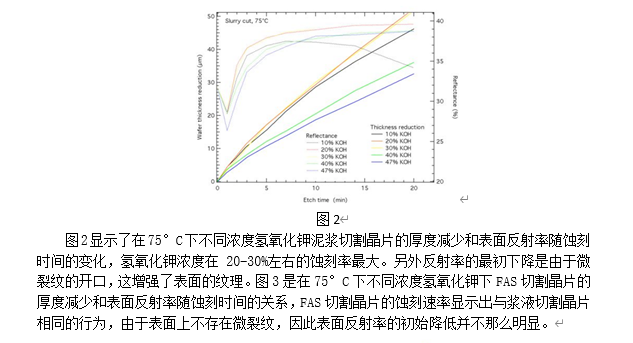
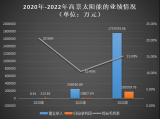
通過比較漿料切割晶片和FAS切割晶片的厚度減少情況,FAS切割晶片在初始時間為5-10分鐘內的蝕刻率較低,這在另外圖中得到了闡明,其中繪制了當氫氧化鉀濃度分別為30%和47%時,漿液和FAS切割晶片的厚度減少圖,對于超過大約10分鐘的蝕刻時間,這兩種類型的晶片的蝕刻速率是相同的。
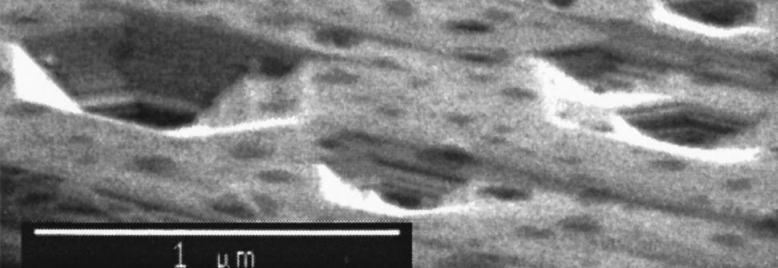
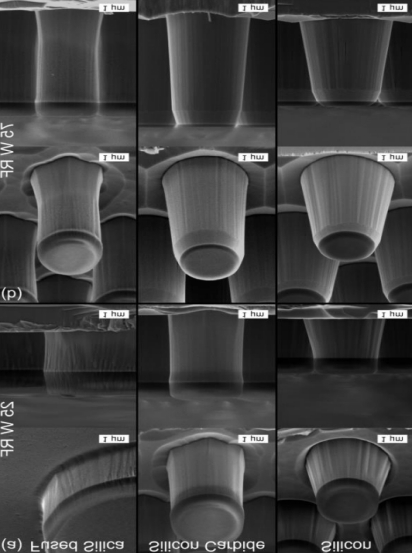
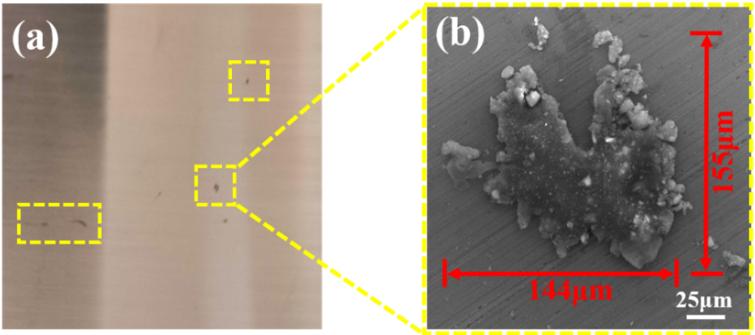
在漿液切面的橫截面上顯示了一層非晶Si(a-Si),典型厚度為20-40納米,在非晶態層的下面,可以觀察到一個300-600納米厚的缺陷區域;大多數缺陷位于表面800納米的層中,但也有一些位于2000納米的深度。通過比較切割漿料和切割FAS晶片的表面結構截面,FAS切割晶片的非晶層和缺陷層平均厚2-3倍,根據在蝕刻過程中初始階段測量的蝕刻速率,TEM觀察到的非晶硅層在前2-5秒內被蝕刻掉,因此不是在初始階段蝕刻速率降低的原因。
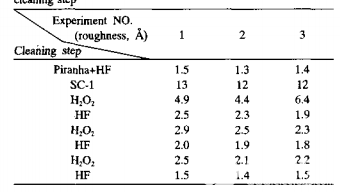
在進行預清洗過程時,蝕刻速率變化不大,說明表面沒有氧化硅掩蔽層或有機殘留物層,透射電鏡調查也證實了這一發現。
最后通過FAS和標準漿料晶片的堿性溶液中的蝕刻速率隨時間、溫度和不同的預清洗過程的變化,結果顯示,氫氧化鉀濃度的最大蝕刻率在20-30wt%左右,在初始5-10分鐘的蝕刻過程中,FAS晶片的蝕刻率低于漿狀晶片,這取決于氫氧化鉀的濃度和溫度;為了表征晶片表面,我們使用了掃描電子顯微鏡(SEM)、透射電子顯微鏡(TEM)、原子力顯微鏡(AFM)以及反射率測量,通過比較切割漿料和切割FAS晶片的表面結構橫截面,觀察到非晶硅層和缺陷層,但得出結論,不限制初始較高的蝕刻速率。
審核編輯:湯梓紅

























 工商網監
工商網監
評論