 電子發燒友App
電子發燒友App


01.
扁線電機行業概述&發展驅動力
1.1?扁線電機是什么
電機是各種機械的動力源,根據用途可分為驅動電機和控制電機。其中驅動電機直接將電能轉化為機械能,主要用于電動工具、家電、其他通用小型機械設備等。
驅動電機及其控制系統是新能源汽車的核心部件(電池、電機、電控)之一,其驅動特性直接決定汽車行駛的爬坡、加速、最高速度等主要性能指標,是電動汽車的重要部件,直接影響車輛動力性、經濟性和舒適性。
?
條形繞組電機(Bar-wound?motor)國內習慣稱為扁線電機,扁線電機技術指電機定子采用扁銅線繞組替代原先的圓銅線繞組,同時根據扁線繞組的特殊結構配備獨特的定轉子結構優化、冷卻方案優化與控制優化等技術的總稱。
1.2 電機行業發展方向主要在于性能提升,扁線產品適配諸多需求
電機行業發展方向為功率性能提升、散熱性能提升、材料和體積的降低,由此將電機行業由圓線引向扁線。扁線電機的未來發展方向也主要在于這三點。
性能提升:
市場產品需求:小型化、高速化將是新能源汽車電機的主要發展趨勢,而小型化必然要求電機功率密度有大幅度提升。
政策需求:“十三五規劃”提出新能源汽車驅動電機的峰值功率密度要達到4kW/kg,目前這一數據僅達到3.2-3.3kW/kg。
技術現狀:一般圓線電機的槽滿率為50%左右,而扁線電機的槽滿率能達到70%以上。槽滿率的提升意味著在定子槽空間不變的條件下,可以填充更多的銅線,通過更大的電流,產生更強的磁場,進而提升功率密度。
功率提升導致對散熱性能提升的需求變高:
扁線天然具備更好的散熱性能:扁線的截面為矩形,矩形導體使得內部空隙變小,導體與導體、導體與鐵心槽間接觸面積更大,金屬的熱導率遠大于空氣,所以熱傳導和散熱性能更好。噴油冷卻技術在扁線設計中發揮更佳,熱傳導效果更好。
扁線由于繞組端部導體間間隙較大,冷卻油可以直接滲透到繞組端部,帶走每一個導體的熱量,使得繞組溫度下降?68%以上。?
圓線繞組在浸漆后,端部形成實心整體,冷卻油難以滲透入內部,只能帶走中間層導體熱量,易在繞組內部形成熱孤島,影響散熱性能。?
體積材料成本減低:
扁線電機端部短,節省銅材降低成本,減小電阻提高效率。
因為工藝問題,圓線為了防止在制造過程中損傷銅線,所以端部留得很長;扁線電機繞組端部繞制成特殊形狀,如波浪形、三角形、階梯形等,同時扁線相對圓線更硬,因此在加工時可以將端部尺寸減小?20%,既節省銅材,又減小電阻提升效。
電機本身的損耗為鐵損和銅損。銅損為電機最大損耗來源,通過改變電線的橫截面可以降低銅損。
1.3?基于新能源車銷量目前趨勢,預計2025年新能源車扁線電機全球市場空間約610億元。
盡管隨著電機性能提升,單電機售價緩慢提升,但市場主要增長點在于起量:扁線滲透率提升和雙電機裝載率提升。
扁線電機滲透率提升:
低銅耗、高密度、高性能,適用高電壓平臺,扁線電機是未來電機的發展方向。
槽滿率更高:相同功率,體積更小,用材更少,成本更低。
雙電機裝載率提升-平均單車電機需求提升:
單電機的優勢是續航與成本,在新能源車的普及階段較多采用;而雙電機的優勢則是高效、靈活性、安全。從長遠看,是未來新能源汽車驅動電機的發展方向之一。
采取雙電機在新能源車上的滲透率已經有了大幅的攀升。在20萬以下的低端新能源車上還是以單電機為主,但在20萬以上的中高端新能源車,基本會提供高配雙電機的選擇。
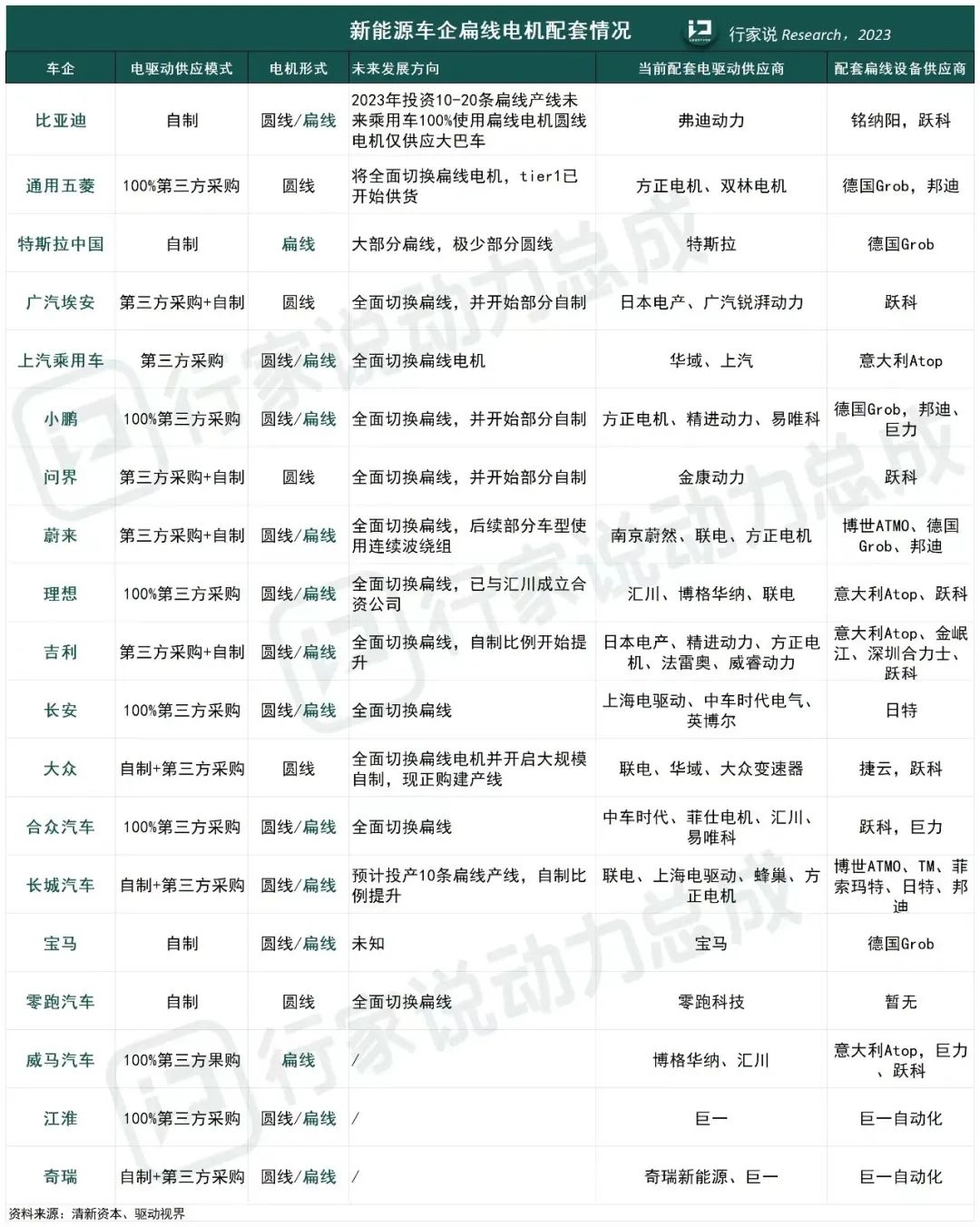
新能源扁線電機配套情況
1.4 產業鏈分析
扁線電機產業鏈上游供應緊張,從原材料、生產設備到產能均處于供不應求狀態。
下游客戶需求明確,盡管主機廠均有相關自研團隊,但由于相關制造業成本清晰,毛利較低,因此外部生產供應商機會較多。

中上游原材料和生產設備是成本主要組成部分。
●?稀土永磁材料占比高(1/3),部分廠商采用浮動定價形式以轉移成本。
●?頭部扁線電機制造商正在研發無稀土電機以降低成本,但兩年內無法應用。
●?銅線&絕緣層技術難度高,上市公司主導。
●?設備廠商可直接為有設計能力的tier-1、主機廠代工。
下游應用端毛利低,因此外部供應商機會較多。
●?電機企業以為主機廠集團子公司等tier-1供貨為主,少部分有直接接觸主機廠客戶能力。
●?產品毛利15%左右,且產線投入大,常見業務模式為集團旗下子公司做研發,并對外采購供應商核心零部件/對外選擇產線代工/集成外部供應商行駛。
●?僅有極小部分整車企業選擇自產自用。
02.
電池安全管理技術路徑:被動安全控制
2.1?扁線電機上游重要原材料:稀土材料&扁線
釹鐵硼材料是當今綜合性能最優異的永磁材料,盡管價格占比高,浮動大,但中國產量巨大,高端低端均有布局;因此盡管有大量國際企業開始嘗試無稀土電機,對中國企業來說暫時需求不大。
扁線電機采用的銅線材料對比傳統圓線,對彈性和質量要求顯著提高,但涂覆步驟常由扁線電機生產商統一完成。因此銅線本身創新點有限,主要在于質量和材質提升。
2.1.1 稀土材料
電芯間、模組間、系統隔熱相輔相成,共同助力電池安全。隔熱基本策略是利用低導熱系數、高化學穩定性的隔熱材料防止模塊間熱蔓延,目前常用防火隔熱材料主要有氣凝膠、云母、防火涂料、熱陶瓷等。從應用場景來看,電芯間一般采用氣凝膠等隔熱材料、中間復合板隔熱,模組間一般采用防火棉隔熱,系統一般采用防火毯隔熱。
市場格局:
從上游稀土礦到下游釹鐵硼,目前中國在每一個生產環節都占據絕對主導地位。其中稀土礦產量占比在60%左右,而在稀土冶煉分離、稀土金屬冶煉、釹鐵硼制造環節占比均在90%左右,即便是高性能釹鐵硼,中國的產量占比也已經達70%+,目前來看我國已基本實現釹鐵硼產業鏈自主可控。
據2022年USGS最新數據,我國稀土產量占比達70%。2022年全球稀土產量約30萬噸REO,中國產量達21萬噸REO,占比70%,雄踞世界第一。
創新機會:
無稀土電機:感應交流異步電機優點是無需稀土,但缺點就是扭矩密度和功率密度低,而且體積較大,目前離實際量產應用仍有3-5年技術窗口。
目前已有多個國際tier-1在進行相關研發,但由于我國稀土產量大、價格合理;且無稀土電機在性能上有較大劣勢。目前此類需求尚不急切。
2.1.2 銅線材料
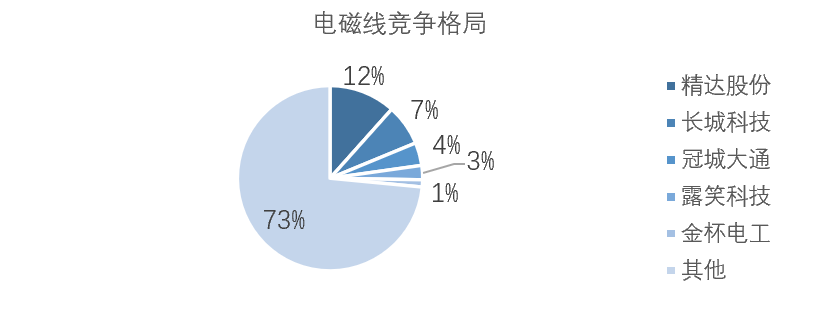
我國是全球電磁線第一大生產國和出口基地,但電磁線行業格局分散,競爭激烈。
2020年CR6僅為25.8%。據中國電氣工業協會數據,2020年我國電磁線求量達180萬噸,行業內生產廠家超過千家,長尾效應顯著。
扁線制造難度高,預計放量后市場將向頭部集中。
由于扁線絕緣涂層在烘干后會產生非均勻收縮,容易變形產生四角變薄,影響絕緣性,需要改良在?R?角處更厚的涂覆厚度;扁平線R角處漆膜涂覆難度大,很難保證絕緣層均勻性;且扁線彎折成發卡后,R角處應力集中,容易導致涂覆層破損,因此對銅線及其涂覆的精度和質量要求很高。
2.1.3 生產設備
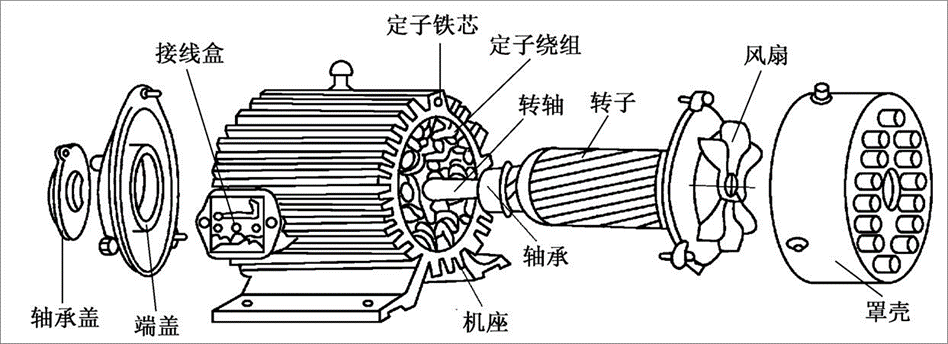
扁線電機制造工藝復雜,包括定子、轉子、減速箱、電機控制器等100-400種零件按驅動電機產品工藝流程順序完成裝配。
通常由總裝線、測試線、定子分裝線、轉子分裝線、電機控制分裝線、減速箱分裝線組成,關鍵工藝包括:?PIN線成型、自動扭頭、涂敷等。
扁線電機對產品的一致性要求高,技術難度大,需要投入精度較高的自動化伺服設備,焊接設備、Hair-Pin線形成形設備和工裝模具等,設備自動化要求高,主要依賴進口。
相關設備的國產化主要有投資額高、方案標準化程度低和自動化工藝要求高三個難點。
過去主要依賴進口,國外已經形成了較成熟的扁線電機產業鏈。扁線電機制造設備供應商主要有意大利TECNOMATIC、意大利ATOP、德國GROB格勞博集團、日本小田原機械工程株式會社和奧地利米巴集團等。國內僅有克來機電、豪森股份、巨一科技等少數設備商具備扁線電機裝備制造能力,其中克來機電配套聯合電子等、豪森股份配套上海龍芯等。
產線設備供應商主要為電機生產商提供智能產線及設備的設計、制造與調試,屬于輕資產模式,毛利高、利潤空間大。
這類廠商一般提供一整套規劃、研發、設計、裝配、調試、服務的交鑰匙工程,商業模式主要分為整線裝配及單機設備銷售兩種,前者單價值更高,平均一條產線價值在幾千萬至1億多元之間,毛利能達到40%左右。
由于扁線電機工藝技術門檻高,依靠精度更高的自動化設備,因此產線投資額大于傳統圓線,設備供應商能享受更高的利潤空間。電機制造方在產線上的高投入轉移到設備上就變成了高價值。而且,設備商只需要采購零部件進行產線的組裝,和電機制造方相比屬于輕資產模式。
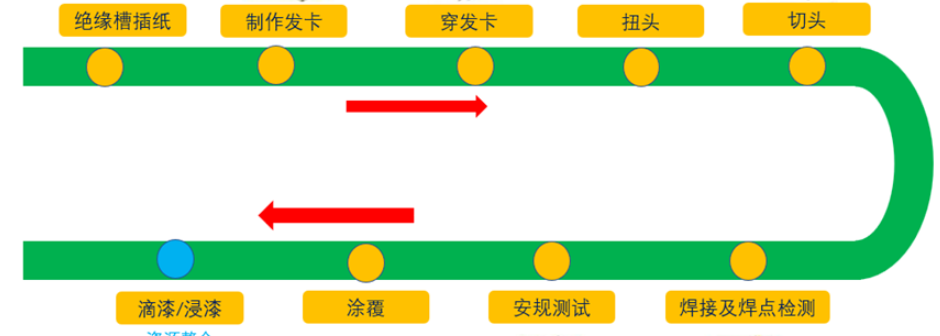
完整的扁線電機定子組件制造工藝流程包括插紙、線圈成型、預插入、整體插入、擴口、扭頭、切平、焊接、涂敷及浸漆、銅鼻子焊接,工藝繁多且復雜,對設備的依賴程度比圓線電機更高,尤其是線圈成型和焊接工藝精度要求高、難度大,需使用專業的高端設備,海外企業在此領域積淀深厚,設備先發優勢明顯;國內企業基于國內龐大的應用市場積極開發跟進。
?
| # | 工藝 | 國內廠商 | 網站 |
| 1 | 電驅自動化 | 躍科智能制造 | www.uptec-im.cn |
| 2 | 博眾精工 | www.bozhon.com | |
| 3 | 天準科技 | www.tztek.com | |
| 4 | 瀚川智能 | www.harmontronics.com ? | |
| 5 | 中科摩通 | www.casmt.cn | |
| 6 | 合利士 | www.cnhonest.com | |
| 7 | 巨力自動化 | www.juli-china.com | |
| 8 | 巨一科技 | www.jee-cn.com | |
| 9 | 豪森股份 | www.haosen.com.cn | |
| 10 | 克來機電 | www.sh-kelai.com | |
| 11 | 廣州大津自動化 | www.gztaking.com | |
| 12 | 儒拉瑪特華銳 | www.ruhlamat.com.cn | |
| 13 | 扁線電機激光加工模組方案 | 杰普特 | www.jptoe.com |
| 14 | 大族激光 | www.hanslaser.com | |
| ? | |||
| # | 工藝 | 國外廠商 | 網站 |
| 1 | 動力總成及定子組裝 | GROB(德國) | www.grobgroup.com |
| 2 | ATOP(總部意大利) | https://imautomation.com ? | |
| 3 | Aumann(德國) | www.aumann.com | |
| 4 | Gehring(德國) | www.gehring-group.com ? | |
| 5 | 菲索瑪特(德國) | www.felsomat.cn | |
| 6 | 博格華納(美國) | www.borgwarner.com | |
| 7 | 柯馬(意大利) | www.comau.com | |
| 8 | 發卡的成型和扭曲 |
GM(美國) 數控精密控制+模具成型 |
www.gm.com |
| 9 |
Additive Drives(德國) 高效的??3D?打印電動機繞組 |
www.additive-drives.de ? | |
| 10 | Tecnomatic(意大利) | www.tecnomatic.it | |
| 11 | Numalliance(法國) | www.numalliance.com | |
| 12 |
WAFIOS(意大利) 專注于折彎成型和加工設備 |
www.wafios.com | |
| 13 |
Nittoku(日本) 起源于傳統圓線電機卷繞 |
https://nittoku.com.cn/ | |
| 14 | 扁線激光焊接 | TRUMPF(德國) | www.trumpf.com |
| 15 | IPG(美國) | www.ipgphotonics.com ? | |
| 16 | Coherent(美國) | www.coherent.com | |
| 17 | 4D(德國) | https://4d-gmbh.de | |
| 18 | Hubis Co.,Ltd(韓國) | https://hubis.co.kr | |
| 19 | Raylase(德國) | www.raylase.de | |
| 20 | 滴漆、浸漆 | Tecnofirma(意大利) | www.tecnofirma.com |
?
驅動電機的生產工藝可分為組件生產與總裝測試兩個階段:
-組件生產階段的關鍵工藝步驟包括:定子鐵芯和轉子鐵芯的沖壓、疊壓、焊接;定子繞線、嵌線、浸漆;殼體和前后端蓋、變速器殼體的鑄造、數控機床精加工;軸、齒輪的鍛造和數控精密加工;轉子組裝等。最后各個零部件經過檢測,再將它們送往總裝車間進行裝配測試。
-總裝檢測階段的關鍵步驟包括:殼體鑄造和數控機床加工、端蓋鑄造和數控機床加工、定子組裝、轉子組裝、各模塊及線束的組裝、性能測試等。
??驅動電機裝配工藝

電機總成裝配線主要常規工站(舉例):水套熱裝工位、軸承熱裝工位、定子入殼工位、電測試工位、定轉子合裝工位、試漏工位等,以及智能通訊與?MES?數據管理系統
核心技術:定子入殼關鍵尺寸控制,水套熱裝溫度控制,電機總成安規性能控制,機器人模糊抓取技術
??扁線電機定子組件制造工藝流程包括:插紙、線圈成型、預插入、整體插入、擴口、扭頭、切平、焊接、涂敷及浸漆、銅鼻子焊接;
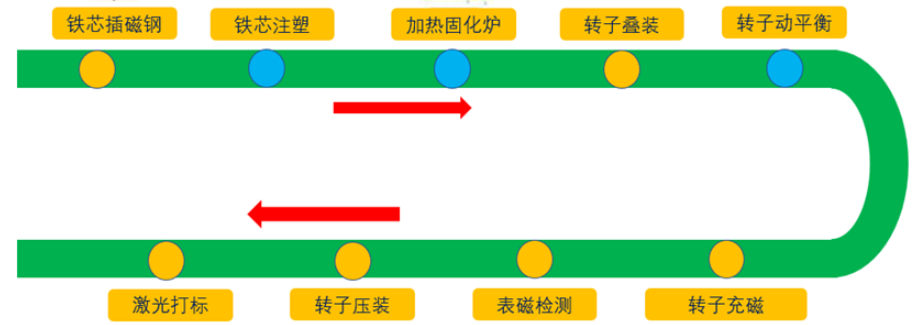
??轉子生產線工藝流程為:鐵芯插磁鋼-鐵芯注塑-加熱固化-轉子疊裝-轉子動平衡-轉子充磁-表磁檢測-轉子壓裝-激光打標;
2.2 扁線電機按繞線形式分類,Hair-Pin?&?X-pin值得關注
扁線電機按繞線形式可分為I-pin、Hair-pin(發卡)、X-pin、S-winding(波浪繞組),其中發卡扁線電機技術是被廣泛采用的主流技術。
不同技術路徑主要研發動力在于減小體積、降低焊接難度,焊接技術始終是扁線電機核心技術難點。
顯熱蓄熱:材料雖然成本較低,便于獲取,但蓄熱密度小、效率低。
化學反應:蓄熱密度高、易于長期儲存,過程中產生極少的能量損耗,但操作復雜,在實際應用時可能出現氣體對材料的腐蝕問題。
相變材料:蓄熱密度高、易于長期儲存,過程中產生極少的能量損耗,但操作復雜,在實際應用時可能出現氣體對材料的腐蝕問題。在物質發生相變時,可吸收或釋放大量能量(即相變焓)的一類材料。
?
03.
行業發展趨勢總結
機會:主機廠少數愿意外包的核心零部件,第三方初創企業存在機會,且當前扁線電機領域客戶尚未形成穩定供貨商格局,一旦選型客戶黏度高。
風險:利潤低,重資產投入高。
1.上游零部件及設備生產技術和資金壁壘較低,主要行業壁壘在于中游研發制造資金投入和工藝設計能力。
2.由于前期投入極高、利潤低,產品目前產能受限、在市場上處于供不應求的狀態,企業和客戶都急需大量資金完成生產。
3.Hair-Pin、X-Pin研發及生產是未來發展方向,對于短期內研發中的方案,焊接技術在短期內非常重要,但一旦S-wind開發成功將不再有強烈需求。
審核編輯:黃飛
?









 工商網監
工商網監
評論