 電子發燒友App
電子發燒友App


???? 透鏡基本概念
透鏡是根據光的折射規律制成的。透鏡是由透明物質(如玻璃、水晶等)制成的一種光學元件。透鏡是折射鏡,其折射面是兩個球面(球面一部分),或一個球面(球面一部分)一個平面的透明體。它所成的像有實像也有虛像。透鏡一般可以分為兩大類:凸透鏡和凹透鏡。中央部分比邊緣部分厚的叫凸透鏡,有雙凸、平凸、凹凸三種;中央部分比邊緣部分薄的叫凹透鏡,有雙凹、平凹、凸凹三種。
LED透鏡一般為硅膠透鏡,因為硅膠耐溫高(也可以過回流焊),因此常用直接封裝在LED芯片上。一般硅膠透鏡體積較小,直徑3-10mm.并且LED透鏡一般與LED緊密聯系在一起,它有助于提升LED的出光效率、透鏡改變LED的光場分布的光學系統。
LED透鏡即與LED緊密聯系在一起的有助于提升LED的出光效率、改變LED的光場分布的光學系統。大功率LED透鏡/反光杯主要用于大功率LED冷光源系列產品的聚光,導光等。大功率LED透鏡根據不同LED出射光的角度設計配光曲線,通過增加光學反射,減少光損,提高光效(而設定的非球面光學透鏡)。下面著重講解PMMA材料的二次聚光大功率LED透鏡。欲了解更多信息請登錄電子發燒友網(http://www.xsypw.cn)
?
專題詳解LED用透鏡相關知識點
一)、以材料分類
1、硅膠透鏡
a、因為硅膠耐溫高(也可以過回流焊),因此常用直接封裝在LED芯片上。
b、一般硅膠透鏡體積較小,直徑3-10mm.
2、PMMA透鏡
a、光學級PMMA(聚甲基丙烯酸甲酯,俗稱:亞克力)。
b、塑膠類材料,優點:生產效率高(可以通過注塑、擠塑完成);透光率高(3mm厚度時穿透率93%左右);缺點:溫度不能超過80°(熱變形溫度92度)。
3、PC透鏡
a、光學級料Polycarbonate(簡稱PC)聚碳酸酯。
b、塑膠類材料,優點:生產效率高(可以通過注塑、擠塑完成);透光率稍低(3mm厚度時穿透率89%左右);缺點:溫度不能超過110°(熱變形溫度135度)。
4、玻璃透鏡
光學玻璃材料,優點:具有透光率高(3mm厚度時穿透率97%)、耐溫高等特點;缺點:體積大質量重、形狀單一、易碎、批量生產不易實現、生產效率低、成本高等。不過目前此類生產設備的價格高昂,短期內很難普及。此外玻璃較PMMA、PC料易碎的缺點,還需要更多的研究與探索,以現在可以實現的改良工藝來說,只能通過鍍膜或鋼化處理來提升玻璃的不易碎特性,雖然經過這些處理,玻璃透鏡的透光率會有所降低,但依然會遠遠大于普通光學塑料透鏡的透光效果。所以玻璃透鏡的前景將更為廣闊。
二)、LED透鏡的應用分類
1、一次透鏡
a、一次透鏡是直接封裝(或粘合)在LED芯片支架上,與LED成為一個整體。
b、LED芯片(chip)理論上發光是360度,但實際上芯片在放置于LED支架上得以固定及封裝,所以芯片最大發光角度是180度(大于180°范圍也有少量余光),另外芯片還會有一些雜散光線,這樣通過一次透鏡就可以有效匯聚chip的所有光線并可得到如180°、160°、140°、120°、90°、60°等不同的出光角度,但是不同的出光角度LED的出光效率有一定的差別(一般的規律是:角度越大效率越高)。
c、一次透鏡一般用PMMA、PC、光學玻璃、硅膠等材料。
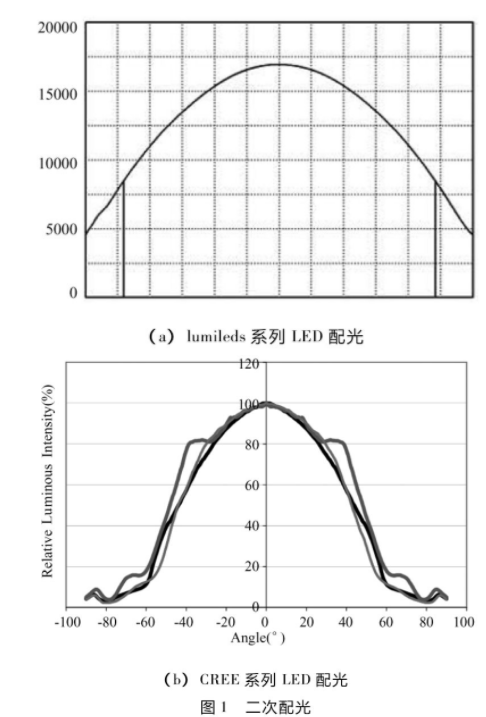
2、二次透鏡
a、二次透鏡與LED是兩個獨立的物體,但它們在應用時確密不可分。
b、二次透鏡的功能是將LED光源的發光角度再次匯聚光成5°至160°之間的任意想要的角度,光場的分布主要可分為:圓形、橢圓形、矩形。
c、二次透鏡材料一般用光學級PMMA或者PC;在特殊情況下可選擇玻璃。
三)、以規格分類
1、穿透式(凸透鏡)
a、當LED光線經過透鏡的一個曲面(雙凸有個曲面)時光線會發生折射而聚光,而且當調整透鏡與LED之間的距離時角度也會變化(角度與距離成反比),經過光學設計的透鏡光斑將會非常均勻,但由于透鏡直徑和透鏡模式的限制,LED的光利用率不高及光斑邊緣有比較明顯的黃邊;
b、一般應用在大角度(50°以上)的聚光,如臺燈、吧燈等室內照明燈具;
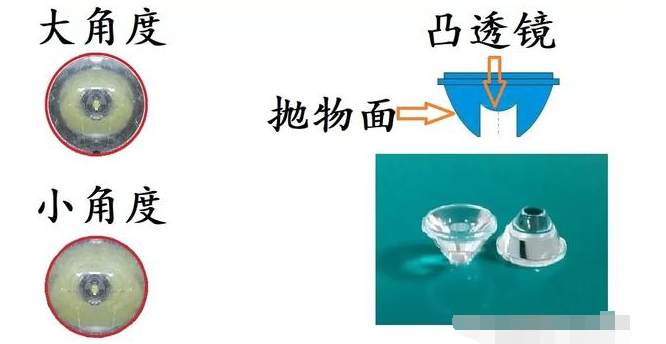
2、折反射式(錐型或杯型)
a、透鏡的設計在正前方用穿透式聚光,而錐形面又可以將側光全部收集并反射出去,而這兩種光線的重疊(角度相同)就可得到最完善的光線利用與漂亮的光斑效果;
b、也可在錐形透鏡表面做些改變,可設計成鏡面、磨砂面、珠面、條紋面、螺紋面、凸或凹面等而得到不同光斑效果。
3、透鏡模組
a、是將多個單顆透鏡通過注塑完成一個整體的多頭透鏡,按不同需求可以設計成3合1、5合1甚至幾十顆合一的透鏡模組;也可以把兩個單獨的透鏡通過支架組合在一起。
b、此設計有效節省生產成本,實現產品品質的一致性,節省燈具機構空間,更容易實現“大功率”等特點。
四)、用料及生產
1、LED透鏡作為光學級的產品,對透光性、熱穩定性、密度、折射率均勻性、折射率穩定性、吸水性、混濁度、最高長期工作溫度等都有嚴格的要求。因此,必須根據實際選擇透鏡的材料。原則上選擇光學級PMMA,如有特殊的需求可選擇光學級PC.目前為日本三菱PMMA材料為最好(VH001是經常選擇的牌號),三菱公司在中國的分廠南通麗陽就會稍遜一些。
2、必須配備萬級甚至更高級別的無塵車間,作業人員必須著防靜電服裝、戴手指套、戴口罩等防靜電防塵措施,并且定期對車間做檢驗與清理。
3、須有專業的光學注塑機如東芝、德馬格、海天、震雄等品牌的注塑機,并嚴格控制注塑工藝才能得到合格的產品。
4、產品檢驗:無氣泡、無凹陷、無縮痕、無流紋、無月牙;形狀精度Rt<0.005表面粗糙度Ra<0.0002.
5、產品必須用防靜電防塵PVC包裝,并且須完全密封包裝,存放必須嚴格控制溫度與濕度,并且最好不要存放超過一年以上。
從以上LED透鏡的設計與生產過程來看,看似簡單的LED透鏡,從設計到成品,其對軟件、硬件的要求都非常高,這也造成了市場上LED透鏡的價格差異很大。從LED照明普及的美好前景來看,透鏡做為LED照明燈具的必備部件,市場前景也將越來越好。
五)、LED透鏡的設計與模具加工
1、首先取決于光源(大功率LED),不同品牌的大功率LED(例如CREE、lumileds、首爾、歐司朗、艾笛森、長森源等),其芯片結構與封裝方式、光線特性等均會有所區別,從而造成同樣的透鏡搭配不同規格品牌LED時會所差異;所以要求有針對性開發(以主流品牌為導向),才能達成實際需要;
2、利用光學設計軟件(如Tracepro、CodeV、Zemax等)設計并進行模擬光學跑光,設計得到相應的光學非球面曲面;
3、LED透鏡本身屬于精密光學配件,故其對模具的精度要求極高,特別是透鏡光學曲面的加工精度要達到0.1μm、鏡片偏心度要達到3μm以內。一般對此類高精度模具的加工必須具有以下設備:超精密加工機(例如:PRECITECHNANOFORM350)、CNC綜合加工機、平面磨床、銑床、CNC放電加工機、表面輪廓儀等。
4、模具最精密的部件在于光學模仁,首先選用專用模仁鋼材,完成初胚,鍍鎳后再用超精密加工機進行非球面技術加工曲面。
六)、優勢
1、無論遠近,燈罩(反光杯)與透鏡沒多大區別,均勻性來講,透鏡會優于反光杯。
2、用小角度的LED透鏡,效果比燈罩好,因為要射得遠的!燈罩聚光已經過透鏡(因為LED本身一定會有透鏡的)再經過一次光罩聚光,這次會浪費很多光的,還不如在透鏡就聚光了,而透鏡的發光角度很好處理。
另:如果空間可以的話,用3個1W的,比使用一個3W的效果要好得多。
3、相比之下,燈罩發光均勻點范圍大,但是投光度不好,透鏡則相反。
4、LED透境顯得要高檔些。
七)、光損失斟酌
1、有泡殼、透鏡的燈具其光通量實際要滿足標準要求的光分布,還需考慮外殼、透鏡的透過率、溢出光損失等因素。而泡燈或作普通照明用大功率需要用透鏡將平行光束進行擴散處理,來滿足標準的要求。為使光學效果更加合理,設計中應將燈具外罩分割成矩形小單元,這樣做的目的在于打碎光波的波面,使產品產生均勻的外觀效果。在每個小單元中,采用橢球面,因為該面具有水平和垂直兩個方向的弧度,從而可以在兩個方向上用不同的曲率半徑達到不同的擴散效果。其根本目的是克服傳統技術的不足,合理利用光通量,實現均勻、高效的光分布。實際上泡燈類的外殼就是PC料(注塑完成),球形、梨形、筒形的泡殼都是非小單元、非平面的整殼,光損失很大、光角度偏小。
2、因為透鏡的一個表面為具有水平和垂直兩個方向曲率半徑的曲面,所以可以使入射光在水平方向和垂直方向都得到擴散。鑒于兩個方向的曲率半徑相互獨立,所以可以根據要求,分別調節兩個曲率,使得光輸出在兩個方向上得到不同程度的擴散。因此,使用雙向曲率曲面構成的透鏡,可以根據設計要求更自由地分配光輸出,更高效地利用光通量,減少不必要的浪費和眩光。此外,由于使用的是光滑過渡的曲面,燈具有均勻過渡的光分布和良好的外觀。完全透明的PMMA燈飾或燈罩會在光源的中心造成眩目或刺眼的弦光,但是亮度在光源外圍卻迅速減少。很多社交場合與作業環境的照明必須排除這種令人不快的氣氛或是盡量減少引起眼睛不適的光源。
3、每個透鏡單元在本體上的投影為矩形,從而使各單元能緊密、整齊地排列。平行入射光束經過透鏡單元的折射作用,在水平方向形成左右對稱的均勻擴散,在垂直方向形成向下偏折的均勻擴散。通過調整一組透鏡中各單元的大小和兩個方向的曲率半徑,調配出射光通量在不同立體角范圍內的分布,達到設計要求的光分布。
鑒于入射曲面的作用是使光線發生偏折形成擴散,產品設計中具體每組透鏡的單元個數、單元大小、曲率半徑等都可以結合實際情況而變化。實際情況是大功率用透鏡的透鏡上的內紋(為分割小單元)都由廠家做好,選用時只考慮透鏡高度、角度、材質這些。
4、我們選擇將光源放于透鏡焦點的內側,光源離透鏡越遠,透鏡收集到的光源光通量越少,因而透鏡系統的效率越低,根據單凸透鏡的計算公式:r=(nL-1)f.其中r-凸面曲率半徑,nL-透鏡材料折射率,f-透鏡焦距在選定透鏡材料的情況下,焦距越大,曲率半徑越大。在同樣透鏡孔徑Φ的條件下,曲率半徑越大,透鏡越薄。而透鏡越厚,像差會越明顯,從而影響使用效果。因此,盡可能選擇焦距較大的透鏡。同時,焦距的增大,光學系統尺寸的增加,因此,透鏡的焦距也不可以一味追求最大。由于透鏡厚度不是很大,因此沒有采用菲涅耳透鏡,避免增加加工的繁瑣性和成本。
透鏡是根據光的折射規律制成的。透鏡是由透明物質(如玻璃、水晶等)制成的一種光學元件。透鏡是折射鏡,其折射面是兩個球面(球面一部分),或一個球面(球面一部分)一個平面的透明體。它所成的像有實像也有虛像。透鏡一般可以分為兩大類:凸透鏡和凹透鏡。中央部分比邊緣部分厚的叫凸透鏡,有雙凸、平凸、凹凸三種;中央部分比邊緣部分薄的叫凹透鏡,有雙凹、平凹、凸凹三種。
LED透鏡一般為硅膠透鏡,因為硅膠耐溫高(也可以過回流焊),因此常用直接封裝在LED芯片上。一般硅膠透鏡體積較小,直徑3-10mm.并且LED透鏡一般與LED緊密聯系在一起,它有助于提升LED的出光效率、透鏡改變LED的光場分布的光學系統。
LED透鏡即與LED緊密聯系在一起的有助于提升LED的出光效率、改變LED的光場分布的光學系統。大功率LED透鏡/反光杯主要用于大功率LED冷光源系列產品的聚光,導光等。大功率LED透鏡根據不同LED出射光的角度設計配光曲線,通過增加光學反射,減少光損,提高光效(而設定的非球面光學透鏡)。下面著重講解PMMA材料的二次聚光大功率LED透鏡。欲了解更多信息請登錄電子發燒友網(http://www.xsypw.cn)
?
專題詳解LED用透鏡相關知識點
一)、以材料分類
1、硅膠透鏡
a、因為硅膠耐溫高(也可以過回流焊),因此常用直接封裝在LED芯片上。
b、一般硅膠透鏡體積較小,直徑3-10mm.
2、PMMA透鏡
a、光學級PMMA(聚甲基丙烯酸甲酯,俗稱:亞克力)。
b、塑膠類材料,優點:生產效率高(可以通過注塑、擠塑完成);透光率高(3mm厚度時穿透率93%左右);缺點:溫度不能超過80°(熱變形溫度92度)。
3、PC透鏡
a、光學級料Polycarbonate(簡稱PC)聚碳酸酯。
b、塑膠類材料,優點:生產效率高(可以通過注塑、擠塑完成);透光率稍低(3mm厚度時穿透率89%左右);缺點:溫度不能超過110°(熱變形溫度135度)。
4、玻璃透鏡
光學玻璃材料,優點:具有透光率高(3mm厚度時穿透率97%)、耐溫高等特點;缺點:體積大質量重、形狀單一、易碎、批量生產不易實現、生產效率低、成本高等。不過目前此類生產設備的價格高昂,短期內很難普及。此外玻璃較PMMA、PC料易碎的缺點,還需要更多的研究與探索,以現在可以實現的改良工藝來說,只能通過鍍膜或鋼化處理來提升玻璃的不易碎特性,雖然經過這些處理,玻璃透鏡的透光率會有所降低,但依然會遠遠大于普通光學塑料透鏡的透光效果。所以玻璃透鏡的前景將更為廣闊。
二)、LED透鏡的應用分類
1、一次透鏡
a、一次透鏡是直接封裝(或粘合)在LED芯片支架上,與LED成為一個整體。
b、LED芯片(chip)理論上發光是360度,但實際上芯片在放置于LED支架上得以固定及封裝,所以芯片最大發光角度是180度(大于180°范圍也有少量余光),另外芯片還會有一些雜散光線,這樣通過一次透鏡就可以有效匯聚chip的所有光線并可得到如180°、160°、140°、120°、90°、60°等不同的出光角度,但是不同的出光角度LED的出光效率有一定的差別(一般的規律是:角度越大效率越高)。
c、一次透鏡一般用PMMA、PC、光學玻璃、硅膠等材料。
2、二次透鏡
a、二次透鏡與LED是兩個獨立的物體,但它們在應用時確密不可分。
b、二次透鏡的功能是將LED光源的發光角度再次匯聚光成5°至160°之間的任意想要的角度,光場的分布主要可分為:圓形、橢圓形、矩形。
c、二次透鏡材料一般用光學級PMMA或者PC;在特殊情況下可選擇玻璃。
三)、以規格分類
1、穿透式(凸透鏡)
a、當LED光線經過透鏡的一個曲面(雙凸有個曲面)時光線會發生折射而聚光,而且當調整透鏡與LED之間的距離時角度也會變化(角度與距離成反比),經過光學設計的透鏡光斑將會非常均勻,但由于透鏡直徑和透鏡模式的限制,LED的光利用率不高及光斑邊緣有比較明顯的黃邊;
b、一般應用在大角度(50°以上)的聚光,如臺燈、吧燈等室內照明燈具;
2、折反射式(錐型或杯型)
a、透鏡的設計在正前方用穿透式聚光,而錐形面又可以將側光全部收集并反射出去,而這兩種光線的重疊(角度相同)就可得到最完善的光線利用與漂亮的光斑效果;
b、也可在錐形透鏡表面做些改變,可設計成鏡面、磨砂面、珠面、條紋面、螺紋面、凸或凹面等而得到不同光斑效果。
3、透鏡模組
a、是將多個單顆透鏡通過注塑完成一個整體的多頭透鏡,按不同需求可以設計成3合1、5合1甚至幾十顆合一的透鏡模組;也可以把兩個單獨的透鏡通過支架組合在一起。
b、此設計有效節省生產成本,實現產品品質的一致性,節省燈具機構空間,更容易實現“大功率”等特點。
四)、用料及生產
1、LED透鏡作為光學級的產品,對透光性、熱穩定性、密度、折射率均勻性、折射率穩定性、吸水性、混濁度、最高長期工作溫度等都有嚴格的要求。因此,必須根據實際選擇透鏡的材料。原則上選擇光學級PMMA,如有特殊的需求可選擇光學級PC.目前為日本三菱PMMA材料為最好(VH001是經常選擇的牌號),三菱公司在中國的分廠南通麗陽就會稍遜一些。
2、必須配備萬級甚至更高級別的無塵車間,作業人員必須著防靜電服裝、戴手指套、戴口罩等防靜電防塵措施,并且定期對車間做檢驗與清理。
3、須有專業的光學注塑機如東芝、德馬格、海天、震雄等品牌的注塑機,并嚴格控制注塑工藝才能得到合格的產品。
4、產品檢驗:無氣泡、無凹陷、無縮痕、無流紋、無月牙;形狀精度Rt<0.005表面粗糙度Ra<0.0002.
5、產品必須用防靜電防塵PVC包裝,并且須完全密封包裝,存放必須嚴格控制溫度與濕度,并且最好不要存放超過一年以上。
從以上LED透鏡的設計與生產過程來看,看似簡單的LED透鏡,從設計到成品,其對軟件、硬件的要求都非常高,這也造成了市場上LED透鏡的價格差異很大。從LED照明普及的美好前景來看,透鏡做為LED照明燈具的必備部件,市場前景也將越來越好。
五)、LED透鏡的設計與模具加工
1、首先取決于光源(大功率LED),不同品牌的大功率LED(例如CREE、lumileds、首爾、歐司朗、艾笛森、長森源等),其芯片結構與封裝方式、光線特性等均會有所區別,從而造成同樣的透鏡搭配不同規格品牌LED時會所差異;所以要求有針對性開發(以主流品牌為導向),才能達成實際需要;
2、利用光學設計軟件(如Tracepro、CodeV、Zemax等)設計并進行模擬光學跑光,設計得到相應的光學非球面曲面;
3、LED透鏡本身屬于精密光學配件,故其對模具的精度要求極高,特別是透鏡光學曲面的加工精度要達到0.1μm、鏡片偏心度要達到3μm以內。一般對此類高精度模具的加工必須具有以下設備:超精密加工機(例如:PRECITECHNANOFORM350)、CNC綜合加工機、平面磨床、銑床、CNC放電加工機、表面輪廓儀等。
4、模具最精密的部件在于光學模仁,首先選用專用模仁鋼材,完成初胚,鍍鎳后再用超精密加工機進行非球面技術加工曲面。
六)、優勢
1、無論遠近,燈罩(反光杯)與透鏡沒多大區別,均勻性來講,透鏡會優于反光杯。
2、用小角度的LED透鏡,效果比燈罩好,因為要射得遠的!燈罩聚光已經過透鏡(因為LED本身一定會有透鏡的)再經過一次光罩聚光,這次會浪費很多光的,還不如在透鏡就聚光了,而透鏡的發光角度很好處理。
另:如果空間可以的話,用3個1W的,比使用一個3W的效果要好得多。
3、相比之下,燈罩發光均勻點范圍大,但是投光度不好,透鏡則相反。
4、LED透境顯得要高檔些。
七)、光損失斟酌
1、有泡殼、透鏡的燈具其光通量實際要滿足標準要求的光分布,還需考慮外殼、透鏡的透過率、溢出光損失等因素。而泡燈或作普通照明用大功率需要用透鏡將平行光束進行擴散處理,來滿足標準的要求。為使光學效果更加合理,設計中應將燈具外罩分割成矩形小單元,這樣做的目的在于打碎光波的波面,使產品產生均勻的外觀效果。在每個小單元中,采用橢球面,因為該面具有水平和垂直兩個方向的弧度,從而可以在兩個方向上用不同的曲率半徑達到不同的擴散效果。其根本目的是克服傳統技術的不足,合理利用光通量,實現均勻、高效的光分布。實際上泡燈類的外殼就是PC料(注塑完成),球形、梨形、筒形的泡殼都是非小單元、非平面的整殼,光損失很大、光角度偏小。
2、因為透鏡的一個表面為具有水平和垂直兩個方向曲率半徑的曲面,所以可以使入射光在水平方向和垂直方向都得到擴散。鑒于兩個方向的曲率半徑相互獨立,所以可以根據要求,分別調節兩個曲率,使得光輸出在兩個方向上得到不同程度的擴散。因此,使用雙向曲率曲面構成的透鏡,可以根據設計要求更自由地分配光輸出,更高效地利用光通量,減少不必要的浪費和眩光。此外,由于使用的是光滑過渡的曲面,燈具有均勻過渡的光分布和良好的外觀。完全透明的PMMA燈飾或燈罩會在光源的中心造成眩目或刺眼的弦光,但是亮度在光源外圍卻迅速減少。很多社交場合與作業環境的照明必須排除這種令人不快的氣氛或是盡量減少引起眼睛不適的光源。
3、每個透鏡單元在本體上的投影為矩形,從而使各單元能緊密、整齊地排列。平行入射光束經過透鏡單元的折射作用,在水平方向形成左右對稱的均勻擴散,在垂直方向形成向下偏折的均勻擴散。通過調整一組透鏡中各單元的大小和兩個方向的曲率半徑,調配出射光通量在不同立體角范圍內的分布,達到設計要求的光分布。
鑒于入射曲面的作用是使光線發生偏折形成擴散,產品設計中具體每組透鏡的單元個數、單元大小、曲率半徑等都可以結合實際情況而變化。實際情況是大功率用透鏡的透鏡上的內紋(為分割小單元)都由廠家做好,選用時只考慮透鏡高度、角度、材質這些。
4、我們選擇將光源放于透鏡焦點的內側,光源離透鏡越遠,透鏡收集到的光源光通量越少,因而透鏡系統的效率越低,根據單凸透鏡的計算公式:r=(nL-1)f.其中r-凸面曲率半徑,nL-透鏡材料折射率,f-透鏡焦距在選定透鏡材料的情況下,焦距越大,曲率半徑越大。在同樣透鏡孔徑Φ的條件下,曲率半徑越大,透鏡越薄。而透鏡越厚,像差會越明顯,從而影響使用效果。因此,盡可能選擇焦距較大的透鏡。同時,焦距的增大,光學系統尺寸的增加,因此,透鏡的焦距也不可以一味追求最大。由于透鏡厚度不是很大,因此沒有采用菲涅耳透鏡,避免增加加工的繁瑣性和成本。













 工商網監
工商網監
評論