














模具是現代工業生產中的重要裝備,其制造水平直接決定產品的質 量、效益和新產品的研發能力。傳統模具制造的方法很多,如數控銑削加工、成形磨削、電火花加工、線切割加工、鑄造模具、電解加工、電鑄加工、壓力加工和照相腐蝕等。但是,這些方法在制造復雜結構模具時存在周期長、成本高等問題。隨著國際競爭加劇和市場全球化發展,產品更新換代加快,多品種、小批量成為模具行業的重要生產方式。這種生產方式要求縮短模具制造周期、降低模具制造成本。增材制造作為一種重要的數字化制造技術,可以由三維數字模型直接成形任意復雜實體結構,省去了傳統的材料去除制造方法中使用的刀具、工裝、冷卻液和其他輔助裝置,在產品單件或小批量生產方面具有顯著的成本和效率優勢。因此,AM技術廣泛應用于模具工業,推動了復雜結構模具數字化制造的技術進步。
基于AM技術的復雜結構模具數字化制造方法及特點 目前,能夠制造復雜結構模具的AM技術主要有:光固化快速成形、選擇性激光燒結、熔融沉積制造、三維打印成形、分層實體制造,金屬直接成形。利用AM技術實現模具快速制造的方法有兩種:直接制模法和間接制模法。直接制模法是指利用AM技術直接由模具CAD數字模型制造模具本身,然后進行必要的后處理以獲得模具所必須的力學性能、幾何尺寸精度和表面質量。目前,能夠直接制造模具的AM技術主要有金屬直接成形、3DP、SLS和LOM。間接制模法是指將AM技術與傳統模具翻制技術相結合來制造模具。目前,用于間接制模法的AM技術主要有SLA、FDM、LOM和SLS。基于AM技術的模具快速制造方法如圖1所示。

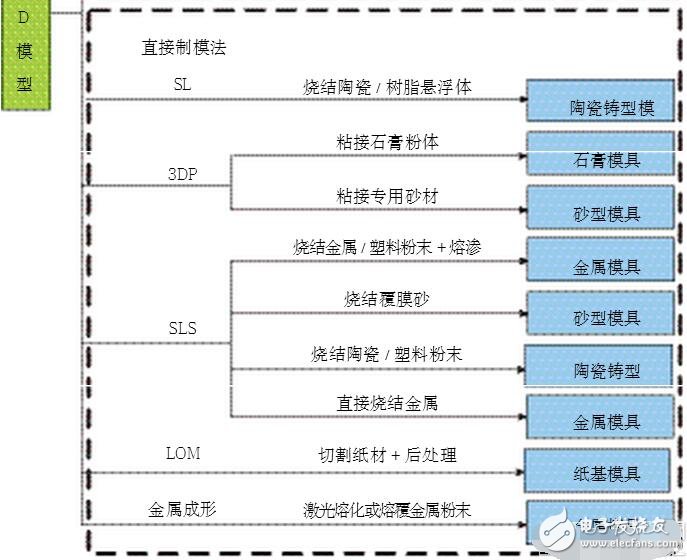
基于AM技術的模具數字化制造方法的主要特點:可以實現復雜結構模具的快速制造;適用于金屬、陶瓷、樹脂、硅膠等多種類型材料的模具成形;在基于CAD數據直接制造模具的過程中,無需夾具、工裝及人員參與,制造過程高度自動化。增材制造技術在模具制造方面的應用狀況
1.SLA與模具快速制造
在模具直接制造方面,Corcione等以氧化硅/ 光敏樹脂混合漿料為成形材料,采用SLA技術直接固化漿料來制造鑄型生坯,經干燥和燒結獲得陶瓷鑄型,并鑄造鋁材零件;Bae等利用SLA技術固化氧化硅/丙烯酸酯單體的混合漿料,實現燃氣輪機葉片的型芯/型殼一體化陶瓷鑄型模具的快速制造。這些制模方法工藝簡單,但制造的模具收縮過大、精度不高,同時由于漿料沉淀導致致密度不均勻。
目前,SLA技術廣泛應用于模具的間接制造過程中。美國3D Systems公司推出了Quick Casting工藝來制造熔模鑄造用陶瓷鑄型,主要工藝過程為:利用SLA工藝制造樹脂原型→在原型外涂掛陶瓷漿料→在高溫爐內進行脫脂和焙燒后得到陶瓷鑄型。3D Systems公司還推出了用于制造金屬模具的Keltool工藝,其工藝過程為:制造SLA原型→翻制硅膠模具→在硅膠模具內填充工具鋼粉末及粘接劑→脫脂和滲銅→模具。Grolman等以SL原型為母模,以環氧樹脂為模具材料,翻制飲料瓶成形用吹塑模具。Beal等首先制造SL模具型殼,并在其內填充混有鋁顆粒的環氧樹脂,實現金屬粉末注射模具的快速制造。西安交通大學研究人員首先采用SLA技術制造某復雜航空零件熔模鑄造用壓蠟模具的型殼,其包含了上下模、活塊1和活塊2的型殼,如圖2(a)所示;然后在型殼內澆注金屬樹脂漿料,經固化后制備出包含上下模、活塊1和活塊2的壓蠟模具如2(b)所示;
圖2(c)為壓制的蠟型和熔模鑄造成形的金屬零件。相比SL直接制模方法,SLA間接制模方法在實用化方面占有優勢,但因增加模具翻制工藝,導致工藝復雜及模具精度控制難度大。此外,利用原型翻制的環氧樹脂等軟材模具,其耐磨和散熱性能較差。
2.3DP與模具快速制造
目前,工業界主要利用3DP技術直接制造模具。Dippenaar等以石 膏粉體為成形材料,采用3DP技術制造真空輔助樹脂傳遞成形用模具(見圖3),并利用該模具制備刀片。Junk等以石膏為材料,采用3DP方法制造熱塑成形用模具,以壓制汽車模型車身頂蓋。Budzik采用Zcorp公司的Z510三維打印機和Zcast 501專用粉體材料,直接制造的砂型模具,用于鑄造轉子葉片這些制模方法周期短、 工藝簡單,但制造的模具精度和表面 粗糙度較差,致密度低、力學性能差。
3.FDM與模具快速制造
FDM技術主要應用在模具的間接 制造過程中。Idris和Blake等[17-18]采用FDM方法制作ABS樹脂原型,并通過翻模方法制造熔模鑄造用砂型模具。Lee等在采用FDM方法制造ABS樹脂原型后,通過兩種翻模工藝將樹脂原型轉換為陶瓷鑄型,即:
①在樹脂原型外表面掛漿,經脫脂和焙燒來制造陶瓷鑄型;
②首先由樹脂原型翻制硅橡膠模具,然后制造蠟型,最后由蠟型翻制陶瓷鑄型。FDM間接制模方法的工藝復雜,同時制造的原型精度低于SL原型,導致模具精度補償難度增加。
4.LOM與模具快速制造
LOM技術在模具直接制造及間接制造方面均有應用。Tari等采用LOM方法制造樹脂傳遞成形用模具,工藝過程為:
①以底層涂覆熱塑性粘合劑的紙材為成形材料,利用CO2激光源切割紙材制造模具的單層截面,通過熱壓輥熱壓紙材實現各層截面的粘接,以制備樹脂傳遞成形用模具;
②在對模具進行表面涂覆和打磨后,得到模具成品。利用該模具, 制造了以乙烯基脂為材料的I型梁。
Wang等選擇美國Helisys公司的LOM 2030成 形設備, 以紙材為成形材料,通過LOM及后處理工藝制造彈道的砂型模具。 Mueller等研究了LOM技術在砂型 鑄造、 熔模鑄造和陶瓷成形方面的應用, 給出了有關的應用案例,如利用LOM原型翻制砂型; 利用LOM原型翻制陶瓷蝸桿注射成形用模具,該模具內部為硅膠外部為金屬套;直接制造熔模鑄造中的壓蠟模具。但是,利用LOM技術制造模具,存在材料利用率和精度低、后處理工藝復雜等問題。
5.SLS與模具快速制造
在模具直接制造方面,美國DTM公司推出了Rapidtool制模技術,其主 要工藝過程為:利用CO2激光器燒結 外層包裹粘接劑的金屬粉末來制造模 具半成品→燒結脫脂→滲銅處理→模具成品。德國EOS公司推出了Direct Tool制模技術,該技術也稱為直接金屬激光燒結制模技術, 通過燒結不同熔點的金屬粉末混合物來制造金屬模具。這兩種技術已被廣泛應用于金 屬模具制造, 如Kenny等選用DTM公司的Sinterstation 2000 成形設備及 RapidSteel1和RapidSteel2成形材料, 采用Rapidtool工藝制造高分子材料成形 模具; Milovanovic等利用DMLS燒結H20模具鋼 (Cr,Ni,Mo,Si,V和C的復合粉末材料) ,制造了一段汽車輪胎的胎面模具; Kumar等利用SLS工藝燒結WC-Co粉末來直接制造注射模具,并通過熔滲青銅來提高模具的致密度和力學性能。
劉錦輝等利用SLS燒結環氧樹脂與金屬的粉末復合材料制造具有隨形冷卻水道的注塑模具鑲 塊 (見圖4),并通過熔滲青銅來提高鑲塊的致密度和力學性能。Harlan等 將聚合物粘接劑噴涂至氧化鋯粉體顆 粒表面, 然后利用SLS技術燒結粉體來制備氧化鋯陶瓷鑄型模具,并進行鈦合金零件的鑄造。SLS制模方法工藝過程簡單,可以實現具有復雜內流道結構的模具的快速制造,但為了提高模具的致密度和力學性能需要進行熔滲等后處理,增加了制模時間。
此外,也可應用SLS技術制造原型后再翻制模具,如劉紅軍等利用SLS燒結聚苯乙烯粉體來制造塑料原型,然后在原型外掛漿,經脫脂和焙燒后得到陶瓷鑄型模具,以進行鋁合金零件的精密鑄造。但是,利用SLS技術制造的原型精度較低,難以滿足高精度模具制造的要求。
6.金屬直接成形與模具快速制造
金屬直接成形技術可以實現模具的直接和快速制造。Armillotta等通過選區激光熔化(SLM)和數控技術結合來實現注塑模具型腔鑲塊的制造(見圖5),其中鑲塊上體由SLM技術熔化H11熱作鋼粉末制造,鑲塊下體由數控加工制造。Jeng等[30]選用Fe、Ni和Cr的混合粉體材料,采用金屬激光熔覆(SLC)和研磨結合的方法來制造金屬粉末注射成形模具,其中激光熔覆方法用于模具成形,研磨方法用于精確控制各熔覆層的高度和頂面平滑程度。金屬直接成形法可以實現具有較高致密度和力學性能的模具的快速制造,但工藝難度大,因此還處于技術研究階段。 增材制造技術在模具數字化制造領域的發展趨勢
(1)與直接制模方法相比,間接制 模方法工藝復雜,制模周期長,模具壽命較短。直接制模方法,尤其是綜合性能良好的金屬模具的直接制造,是增材制造技術在模具行業的優先發展方向。
(2)增材制造技術基于分層/疊加原理成形實體結構,其中直接制模過程中模具表面因臺階效應而精度較低,間接制模過程中原型表面的臺階效應會傳遞至模具,導致模具表面精度的控制難度增加。此外,模具成形及后處理過程中的各種變形及收縮也會導致模具精度降低。基于增材制造技術的模具精度控制將成為一個重要的研究方向。
(3)目前,增材制造技術主要用于小型模具快速制造,在大型模具制造方面還存在技術瓶頸。未來有必要在大型模具制造方面進行深入探索。 結束語 相比模具傳統制造方法,增材制造技術可以實現任意復雜結構模具的快速制造,在單件或小批量生產用模具制造過程中,具有制造成本低、周期短的優勢,因此廣泛應用于模具制造業。未來,有必要在模具直接制造方法、模具精度和大型模具增材制造等方面進行重點技術攻關,以進一步提升基于增材制造技術的模具數字化制造水平。











 工商網監
工商網監
用戶評論(0)