
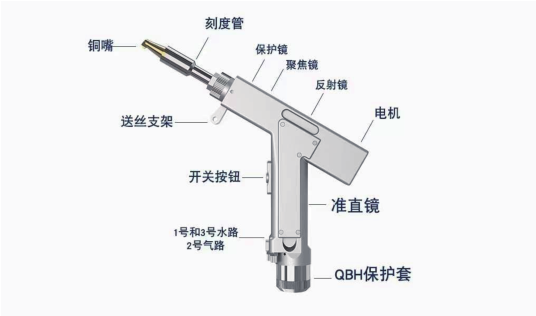
【手持焊接頭技術參數】
接口類型 QBH
功率范圍 000W
激光波 1064-1080nm
光斑調整 (0.2-5 ) mm
準直焦距 60mm
聚焦焦距 150mm
翩鏡片 D18X2mm
冷卻方式 水冷
手柄重量 0.8KG
一、產品特點
基本特點: 設置多處安全警報,體積更小,操作靈活,上手簡單。
更穩定:所有參數可見,實時監控整機狀態,提前規避問題,更便捷排查和解決問題,確保焊接
頭穩定工作。
工藝:所有參數可見,焊接質量更完美,變形小,高熔深。 參數穩定,重復性高:確定的噴嘴氣
壓和鏡片狀態,只要激光器功率穩定,工藝參數必定可重復。大大提高效率,同時還降低了操作
工要求。
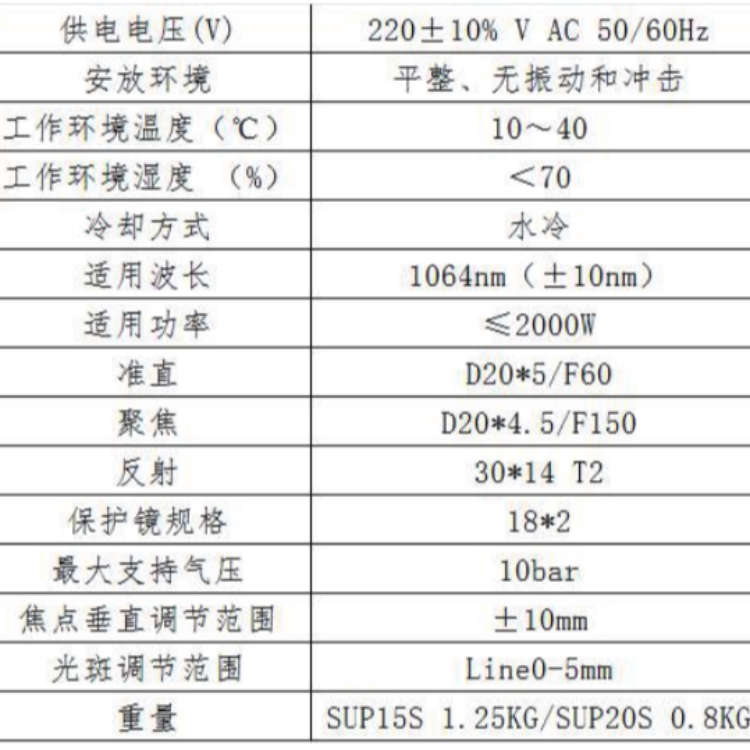
1.1 運行環境及參數

1.2 注意信息
1) 供電前要確保可靠接地。
2)激光輸出頭是與焊接頭相連接的,使用時請仔細檢查激光輸出頭, 防止灰塵或其它污 染,清潔
激光輸出頭時請使用專用的鏡頭紙。
3)如果不按本使用手冊規定的方法使用設備,則有可能處于不正常工作狀態而導致損壞。
4)更換保護鏡時,請確保做好防護。
5)請注意:首次使用時,當紅光無法從銅嘴時出來,務必不要出光
二、安裝
2.1 控制器接線定義
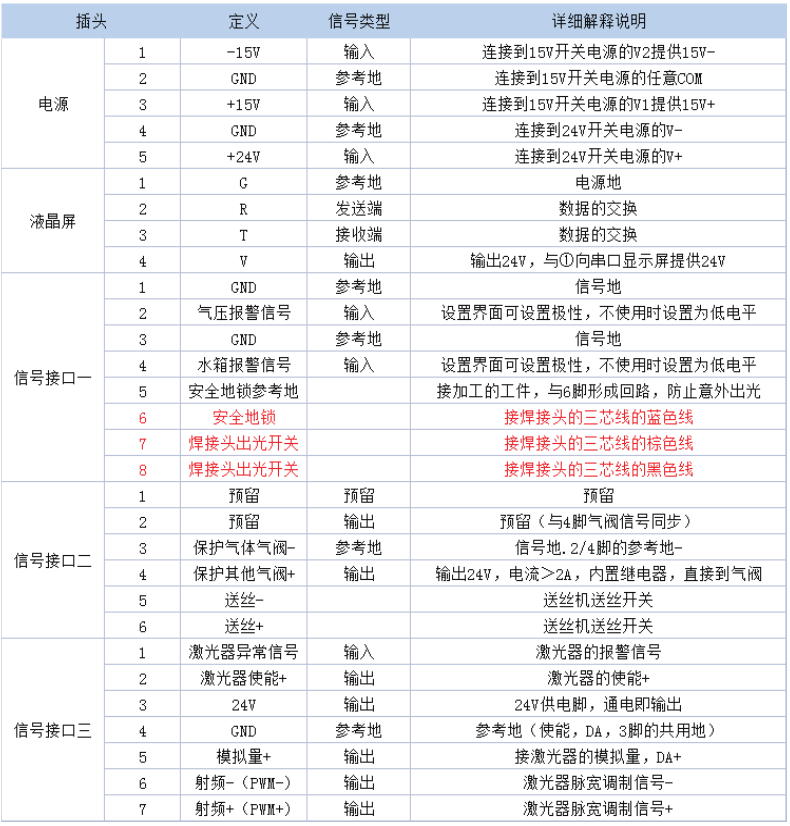
2.1.1 控制器供電端
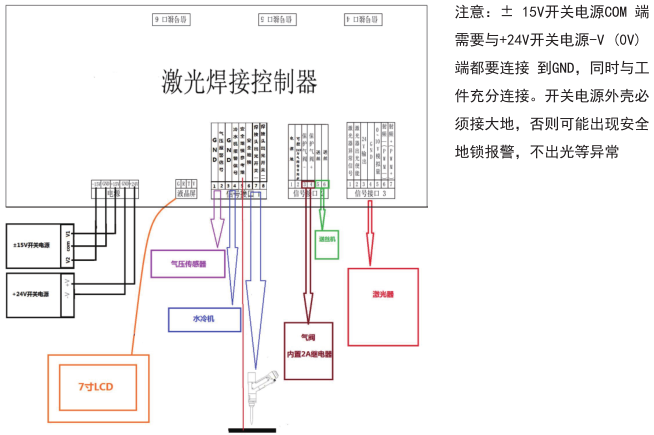
供電端使用 5P 接口,使用隨機附帶 24V 開關電源及 15V 開關電源供電,請注意 15V 開關電源區分正
負極,V1 接 15V+,V2 接 15V-, 15V 開關電源上的任意 COM 接 2 號腳 GND!請注意開關電源必
須接地線!
2.1.3 控制器信號接口 1
①/②腳為氣壓報警信號輸入,如需啟用 (需接線) ,請在后臺設置氣壓報警電平為高,否 則為低
③/④腳為水箱報警信號輸入,如需啟用 (需接線) ,請在后臺設置氣壓報警電平為高,否 則為低
⑤號腳為安全地鎖的參考地,使用一根線直連連接到加工工件上
⑥號腳為焊接頭的安全地鎖,接三芯線的的藍色線,當焊接頭接觸工件時,此時安全地鎖 為亮
⑦號腳為焊接頭的出關開關,接三芯線的的棕線
⑧號腳為焊接頭的出光開關,接三芯線的的黑線,當扣動扳機后,扳機按鈕為亮
請注意,只有當無報警,且安全地鎖及扳機按鈕信號亮的時候,后續端口的輸出信號才會 發出
2.1.4 控制器信號接口 2
信號接口 2 端使用 6P 接口,氣閥和送絲相關
①預留腳
②預留腳(與4腳信號同步 )
③/④腳為氣閥 24V 輸出,接氣閥
⑤/⑥腳為送絲機信號線,接送絲機的信號口,不分正負
2.1.5 控制器信號接口 3
①號腳為激光器報警信號輸入+,如需啟用,請在后臺設置氣壓報警電平為高
②號腳為使能+,接激光器的使能+
③號腳為 24V 輸出,通電后直接輸出 24V+
④號腳為共用地(1/2/3/5 號腳的參考地)
⑤號腳為模擬量+輸出,模擬量的給定
⑥號腳為 PWM-調制信號
⑦號腳為 PWM+調制信號
2.2 控制器接線框圖
2.3 光纖輸入接口
光學器件必須保持清潔,在使用之前必須清除所有灰塵,光纖插入時必須將切割頭旋轉 90 度到水
平放置,再光纖以阻止灰塵從接口掉入
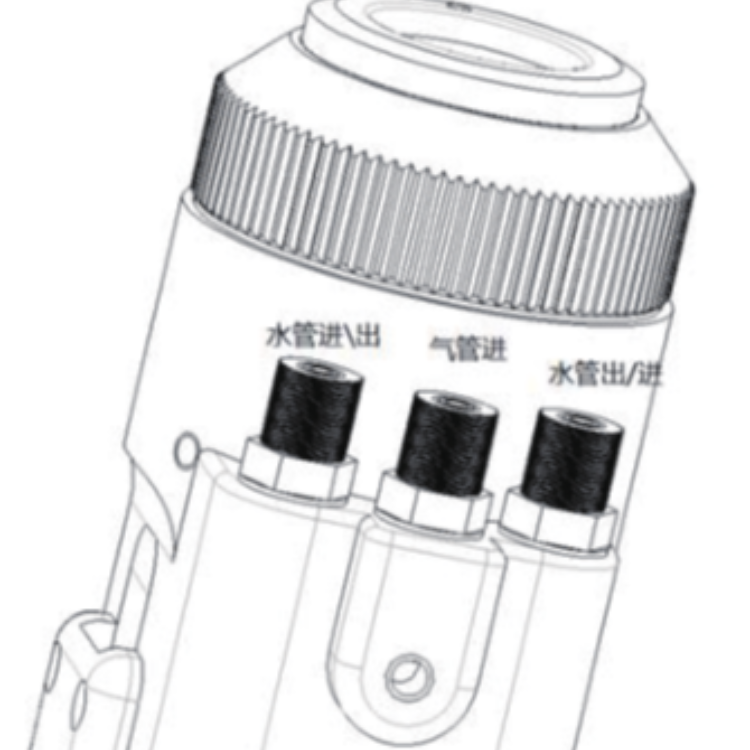
2.4 保護氣體及水冷機接口
水管及氣管接口可安裝外徑 6MM 內徑 4MM 的軟管。中間為氣路進,兩邊為水路的進出 管路 (不
分進出方向) ,如下圖所示:

冷卻系統分焊接頭的水路部分和光纖頭的水路部分,兩者串聯,如下圖所示:

2.5 焊接槍與控制盒連線接口
焊接槍與控制盒使用了三根線連接,包括: 電機電源線兩芯,電機信號線五芯,安 全地鎖及扳機
按鈕線三芯電機電源/信號線 (兩根黑色) 直連到焊接頭的電機部分,可以拆卸 (兩種方案可 選:1.
打開手持焊槍的電機蓋和側板 2.打開控制盒 均為插頭 )安全地鎖及扳機按鈕三芯線使用了可拆卸
航插:安全地鎖及按鈕線,其中 1 藍,2 黑,3 棕 (接信號接口 1 的 6/7/8 腳,詳見上方控制盒接線
定義)
2.6 送絲機的安裝
電路接線總定義
2.1.1整機提供了三芯航插頭,與送絲機尾部的三芯航插相連,提供220V供電(1腳火線.2腳零線.3
腳地線)
2.1.2整機提供了兩芯航插頭,與控制系統的送絲端口相連,提供送絲信號(無源觸點,短接即送
絲)
2.2焊絲盤/送絲輪的安裝
2.2.1.焊絲為普通焊絲,常見的有5KG-30KG都可以安裝,但不要使用藥芯焊絲
2.2.2.通過內六角來調整滾輪的力度,使其不要太緊或者太松,送絲時沒有卡頓即可(通常情況不
必調整)
2.2.3.調整好以后蓋住
2.2.4.送絲輪一共兩個,兩面為不同的型號,對應著不同的芯徑,請務必對應安裝,如安裝1.2焊絲,
則送絲輪標識1.2的一面在外面
2.2.5.安裝時一定要把焊絲卡在卡槽內然后再夾緊

三、送絲管的安裝
3.1.1送絲管鎖緊螺絲松開,插入合適的位置后鎖緊即可

3.2.1以上操作鏈接后,手動送絲直至焊絲出來以后安裝導絲管,并確認導絲嘴與刻度管的距離

1)“連續模式”表示送絲當前為“連續模式”,點擊按鍵連續模式可切換為“脈沖模式”
2)“送絲速度”控制焊接時的送絲快慢。范圍15~600cm/min,可以點擊“數字”由鍵盤直接輸入,
也可以通過“箭頭”快速調節。注:“送絲速度”不等于“手動送絲速度”。
3)“手動送絲”控制手動送絲時的電機快慢,通常用于設備日常調試。范圍15~600cm/min,持續
按壓“手動送絲”由藍色變為綠色,電機持續以“手動送絲速度”送絲,松開按鍵則停止送絲。
4)“手動回抽”控制手動回抽時的電機快慢,通常用于設備日常調試。范圍15~600cm/min,持續
按壓“手動回抽”由藍色變為綠色,電機持續以“手動回抽速度”回抽,松開按鍵則停止回抽。
5)“運行”、“停止”控制送絲機切換工作狀態。點擊“運行”,由黑色變為綠色,同時“停止”
變為黑色。此時為“運行”狀態,電機可以正常送絲。點擊“停止”,由黑色變為紅色,同時“
運行”變為黑色。此時為“停止”狀態,電機停止動作,無法進行任何送絲或者回抽。
6)“送絲指示燈”顯示焊接時的送絲狀態。當按下焊槍扳機送絲機進行送絲時,“指示燈”由黑
色變為綠色,表示送絲機運轉正常。注:只有焊接時“指示燈”才會顯示綠色,“手動送絲”、
“手動回抽”均不會改變“指示燈”狀態。
7)“首頁”當前屏幕顯示的是送絲機系統首頁,點擊無效。
8)“設置”點擊可切換至“連續模式設置頁”。
三.控制面板與操作指南 (以下為 V3.3 版本)
3.1 操作概括與操作指南
SUP 系列的的操作面板主要由觸摸屏、控制盒組成。觸操作界面主要首頁、工藝、設置、 監測等
幾個部分。
3.1.1 觸摸屏操作主畫面

①此界面可以看到當前工藝參數及即時報警信息。
②開機狀態時激光使能及指示紅光為 ON。
③安全地鎖通常為灰色,當焊接頭接觸到加工工件時,變成綠色可加工狀態。
④焊接模式選擇,默認為連續。當設置為點焊時,可以斷續出光,用于點焊操作,方便因 人為不
好控制點焊時間,此功能需按需設置 (V3.3 版本即以上功能)
3.1.2 工藝操作主畫面

①工藝界面包含調試的工藝參數,點擊框可修改,修改完畢后點擊 OK,然后保存在快捷工 藝,
使用時點擊導入即可 (修改-保存-導入) 。
②掃描速度范圍 2-6000mm/S,掃描寬度范圍 0^5mm。掃描速度受到掃描寬度的限制,該限制 關系
是:10≤掃描速度/(掃描寬度*2) ≤1000 如果超過限制,則會自動變為極限值。掃描 寬度設為 0 時,
則不會掃描(即點光源) (最常用的掃描速度:300mm/S,寬度 2.5mm) 。
③峰值功率需小于等于參數頁激光器功率 (如激光器功率 1000W,則此數值不高于1000) 。
④占空比范圍 0~100 (默認 100,通常情況下不需要改動) 。
⑤脈沖頻率范圍建議 5-5000Hz (默認 2000,通常情況下不需要改動) 。
⑥點擊右上方的 HELP 按鈕可以獲取更多相關參數解釋。
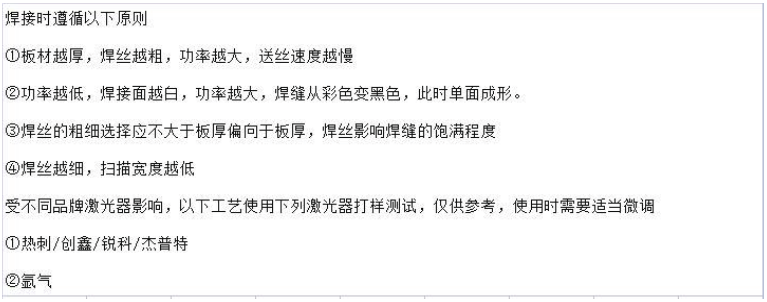
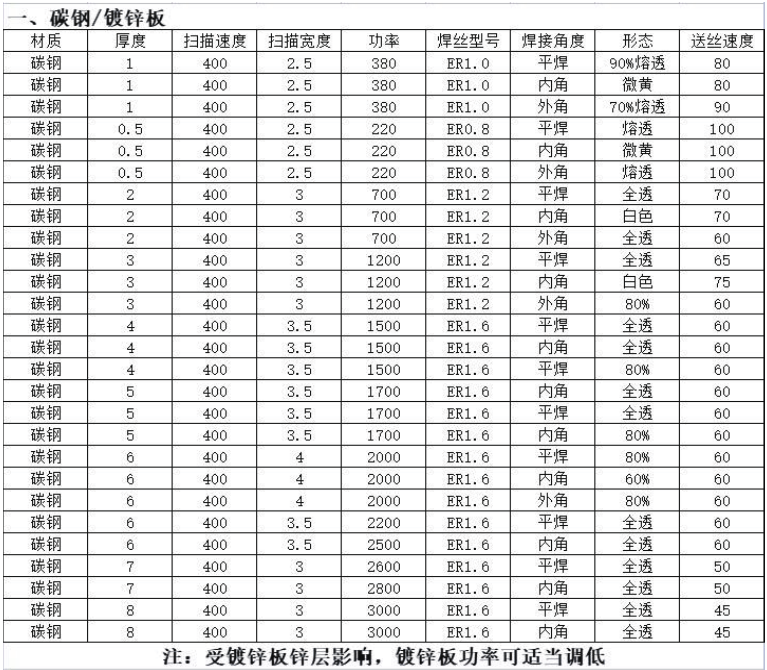
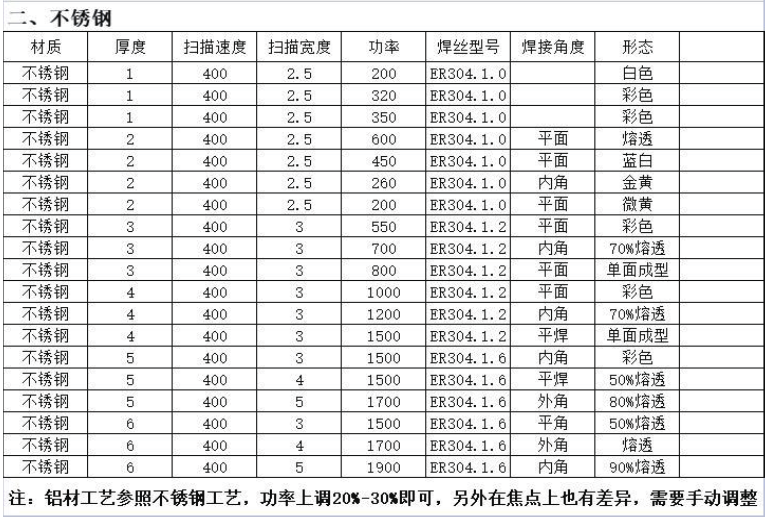
工藝參考 ( 以實際為準,下列僅供參考 )
3.1.3 設置操作主畫面

①激光器功率為使用的激光器的******功率。
②開關氣延時默認 200ms,范圍 200ms-3000ms。
③開光時由工藝功率的百分之 N1,漸進至 100%;關光時由工藝功率的百分之 100%, 漸進至 N2; (如
下圖所示)。

④送絲延時補償即相對于出光信號的送絲提前時間,可配合回抽功能使用。
⑤溫度報警閥值****** 70℃,該值設為 0 時,不檢測溫度報警。
⑥掃描校正系數范圍 0.01~4,系數目標線寬/測量線寬:一般為 1.25。
⑦激光中心偏移-3~3mm,減小往左移,增大往右移。
⑧報警電平信號為默認,屏蔽報警可直接更改為對應的電平檢測。
⑨點焊持續時間為當扣動扳機后的出光時間,即即使松開按鈕,依然會按照出花時間來出 光 (V3.3
版本即以上功能)
⑩點焊間隔時間為扣動扳機按鈕后,兩次點焊之間的停光時間(V3.3 版本及以上功能)
⑧點擊右上方的 HELP 按鈕可以獲取更多相關參數解釋。
3.14 監控主界面
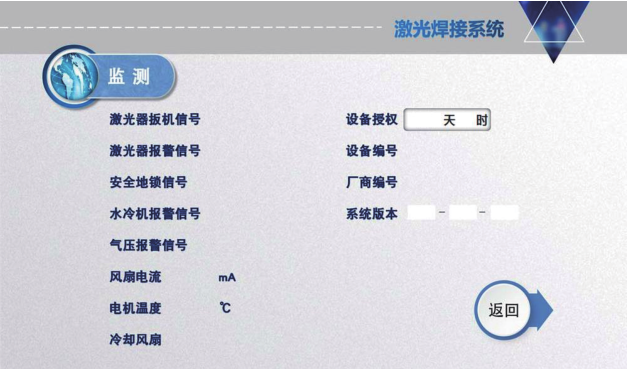
此界面顯示了各檢測信號的狀態及設備信息
點擊設備授權可進入授權使用時長界面,輸入密碼后可對系統進行可使用時長的授權授權加密與
解密方法一致:
4.1 保護鏡片的保養及更換方法:
① 激光焊接的加工工藝特點,需定期維護鏡片,如果發現焊接效果不好,檢查保護 鏡片有臟污,
需及時更換保護鏡片。
② 鏡片的清洗技術極其重要,清洗得不好輕則導致鏡片性能下降,重則導致鏡片 壞。所以清洗鏡
片時,一定要非常小心。
③ 操作前,先用洗滌劑洗干凈自己的手擦干,用粘好酒精的棉花再次擦一下自己的 手擦干。
④ 清洗之前先準備好吹氣球 (皮老虎) ,鐘表一字一套,防塵不粘膠帶,無水脫脂 棉 (細棉) ,
99%以上工業酒精,指套或橡膠手套,擦鏡紙。
⑤ 在相對無塵的地方拆除保護鏡倉蓋螺絲,抽出保護鏡支架,檢查保護鏡片,如果 保護鏡污染,
必須用擦鏡紙蘸無水酒精擦拭干凈。 (如果保護鏡片表面有明顯燒點,應直 接更換。)
⑥ 隨后檢查保護鏡片下方白色的蓄力密封圈。
(如果蓄力密封圈有任何刮傷或變形都不能使用,
必須馬上更換。
⑦ 用蘸酒精的棉球擦拭倉口及倉蓋內側,迅速
將保護鏡支架插入保護鏡倉,鎖緊螺。

1.1 運行環境及參數
4.2 激光中心調節方法 (傾斜視角)
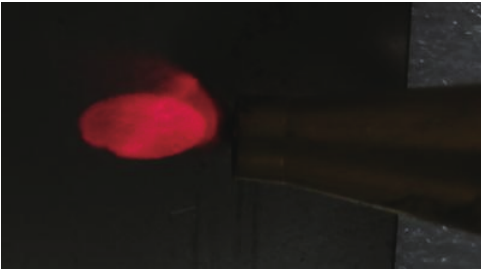
當紅光無法完全從銅嘴中出來時,此時需要手動進行調整,防止燒壞銅嘴
請注意:首次使用時,當紅光無法從銅嘴時出來,務必不要出光
①如下圖所示,此時看不到紅光完全從銅嘴出來
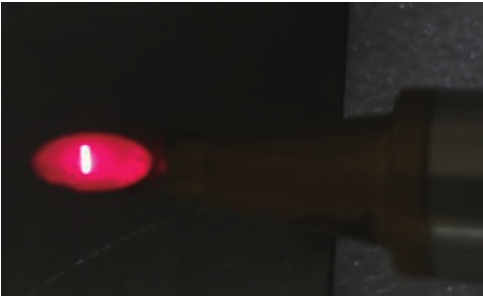
② 我們需要拆掉后蓋,可以看到四個調整螺絲,根據視頻來調整中心
③最后,達到這種效果即可
④微小的左右偏差可通過設置面板激光中心偏移來設置
5.1.提示激光器/水冷機/氣壓報警
①如未使用報警信號出現以上報警,請更改報警電平。
②如使用了報警信號出現以上報警,則檢查對應設備的報警或者報警信號的高低電平 是否設置錯誤
5.2.屏幕不亮/點擊無反應
①屏幕不亮,如果控制器已通電 (風扇在轉) ,檢查控制器與屏幕的四芯線是否接線 正確,第 1 腳與
第4 腳 24V 電壓是否正常
②如在正常使用中出現點擊不靈,查看整機是否溫度過高導致。
③點擊無法輸入,檢查控制器與屏幕的四芯線是否接線正確,第 2 腳與第 3 腳是否正 常,詳見 2.1.2
控制器液晶屏端
④新裝設備出現點擊無反應可能是系統版本不匹配,重新刷程序即可,SD 卡請向我司 詢問
5.3.不出光
①監控界面可排除其他的報警,當焊接頭接觸到要加工的工件上時,安全地鎖為綠色 顯示,此時可
加工,如果為灰色,則檢查安全地鎖的連線是否正常。
即檢查所有的準備信號是否正常
通常出氣送絲不出光為激光器故障或接線有問題,如果不出氣也不送絲則有可能是準 備信號問題,
詳見:2.1.3 控制器信號接口 1
5.4.加工時突然停止出光
監控界面檢查安全地鎖及其他報警是否正常,同時檢查溫度是否超過溫度報警閾值。
5.5.紅光偏
詳見 4.2 激光中心調節方法
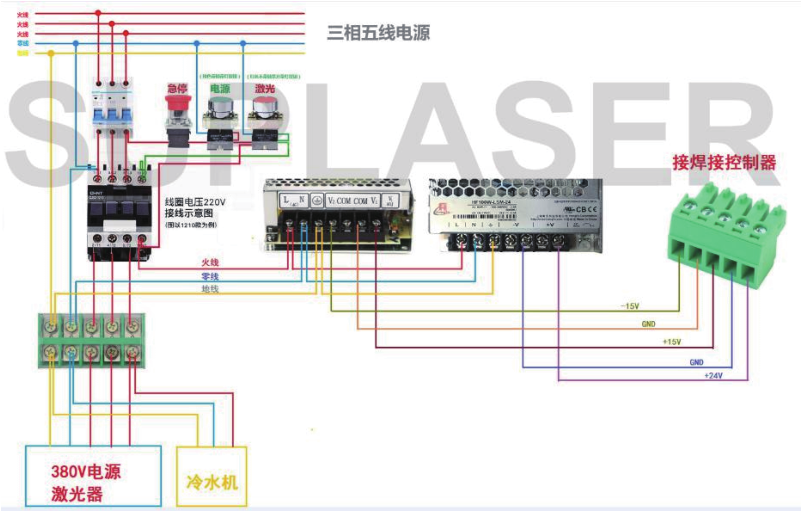
激光焊接機三相電源接線參考
注意:兩相或三相電取決于激光器和冷水機所需的供電電源,而非線束量
警告:請務必不要私自移機/安裝,準備前請聯系我司售后提供整機供電定義,并整機必須 接地!!